








*Зарегистрированные пользователи могут быстрее оформлять заказы, отслеживать их статус и просматривать историю покупок.
Авторизация
корзина
В корзине пусто!

Когда возникает потребность создать изделие размером 1-2 см с высокими требованиями к детализации мелких элементов, FDM технология, как правило, уже не может справиться с такой задачей. Эффективным решением таких задач становится технология аддитивного производства - SLA.
В SLA технологии в качестве расходного материала используется фотополимерная смола, из которой формируется нужное изделие путем его отверждения с помощью УФ излучения. Изделия, созданные с помощью SLA технологии, отличаются высокой детализацией мелких элементов и гладкой поверхностью при относительно небольших общих размерах, чего абсолютно невозможно достичь при использовании FDM технологии.


Для создания изделия 3D принтеры по технологии FDM наносят слоями расплавленный пластик горячим соплом экструдера, тогда как, 3D принтеры по технологии SLA/DLP используют источник ультрафиолетового излучения для полимеризации слоя жидкой фотополимерной смолы. Обе технологии создают трехмерный объект слой за слоем, всегда строя следующий слой на основе предыдущего слоя. SLA 3D принтеры обычно строят модели сверху вниз, платформа поднимает модель вверх с ванны со смолой.
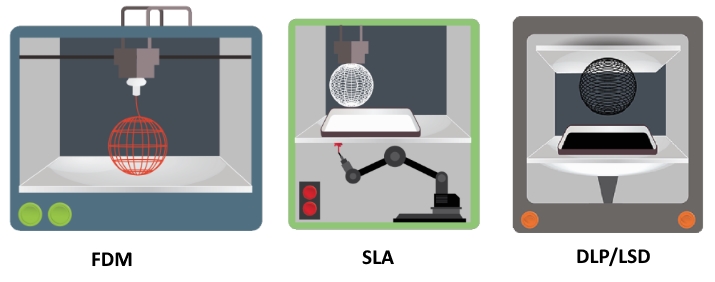
В технологии SLA источником света является лазер, который рисует слой, а в DLP - цифровой проектор и экран с УФ подсветкой, что создает целый срез. Процесс по SLA технологии медленнее, чем по DLP-за малой поверхность лазерного луча, и за счет этого требуется больше времени для утверждения модели.
Одними из самых популярных моделей принтеров сегодня можно отнести Formlabs, Anycubic Photon, Wanho D7, Flashforge Hunter.

Для DLP-принтеров это замена тонкой пластиковой пленки.

Фото «Fysetc»

Иногда необходимо дополнительное отверждения и удаления опор.

Большинство настроек модели перед печатью в основном будет заключаться в поиске оптимальной ориентации модели, которая уравновешивает потребность в опорах со стремлением минимизировать трудности после обработки, вызванные большим количеством опор.
Каждый новый слой должен быть на прочном фундаменте, и лучший способ обеспечить хороший фундамент - это опоры. Ориентация на модель, которая предлагает минимальный поперечное сечение (и, следовательно, минимальная площадь на слой), уменьшит усилия шелушение. Поддержки придают модели общей структуре и прочность, поскольку она подвергается усилиям сжатия при усадки.
В процессе 3D печати изделие облучается УФ излучением относительно короткое время, что не дает полностью провести процесс полимеризации смолы. Это делает изделия мягкими и недостаточно прочными. Для повышения прочности изделия, необходимо провести дополнительную обработку УФ излучения, обычно необходимо 30-60 мин. Дополнительное отверждения проводится в УФ лампе или на солнечном свете.

Form Wash (Form 2).


Все операции, связанные с неотвержденной смолой, следует выполнять в перчатках (желательно, и в защитных очках).
Безопасность. Прежде всего, хотелось бы сказать что использование SLA 3Д принтера не подходит для домашнего использования. Любая установка 3D-принтера, независимо от того, является ли она смолой, порошком или нитью, должна иметь вентиляционное решение. Это приведет к удалению частиц, попадающих в воздух, и летучих органических соединений.

УФ смолы является токсичны, если с ними не вести себя подобающим образом. Опасны прикосновения кожи к неотвержденной смоле, модели и также раствору изопропилового спирта, где проводилась очистка модель от смолы. Следует избегать прямого контакта с кожей, используя нитриловые перчатки. Эти перчатки защищают кожу от воздействия смолы. Однако если, смола все-таки попала на кожу случайно, ее следует немедленно смыть холодной водой. Горячая вода, как правило, открывает поры на коже и допускает попадания химических веществ.
SLA принтер не заменит ваш FDM принтер, поскольку это разные инструменты, которые хорошо справляются с разными вещами. Если вам необходимо быстрое и недорогое прототипирования, и разрешение и гладкость не является решающим тогда для вас идеальным является FDM технология.