


Коли виникає потреба створити виріб розміром 1-2 см з високими вимогами до деталізації дрібних елементів, FDM технологія, як правило, вже не може справитись з такою задачею. Ефективним вирішенням таких задач стає технологія адитивного виробництва – SLA.
В SLA технології у якості витратного матеріалу використовується фотополімерна смола, з якої формується потрібний виріб шляхом її отвердження за допомогою УФ випромінювання. Вироби, створені за допомогою SLA технології, відрізняються високою деталізацією дрібних елементів та гладкою поверхнею при відносно невеликих загальних розмірах, чого абсолютно не можливо досягти при використанні FDM технології.


Для створення виробу 3D принтери за технологією FDM наносять шарами розплавлений пластик гарячим соплом екструдера, тоді як, 3D принтери за технологією SLA/DLP використовують джерело ультрафіолетового випромінювання для полімеризації шару рідкої фотополімерної смоли. Обидві технології створюють тривимірний об’єкт шар за шаром, завжди будуючи наступний шар на основі попереднього шару. SLA 3D принтери зазвичай будують моделі зверху вниз, платформа піднімає модель вгору із ванни зі смолою.
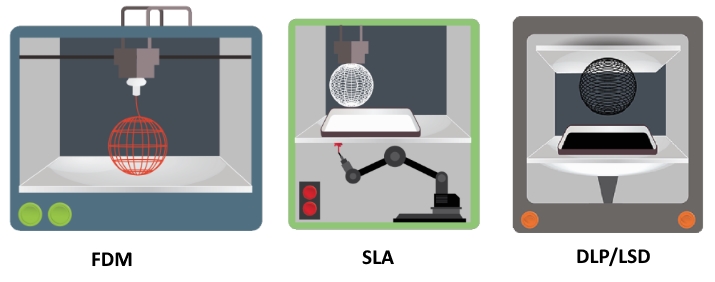
У технології SLA джерелом світла є лазер, який малює шар, а у DLP - цифровий проектор та екран з УФ підсвіткою, що створює цілий зріз. Процес за SLA технологією повільніший, ніж за DLP через малу поверхню лазерного променя, і за рахунок цього потрібно більше часу для затвердження моделі.
До найпопулярніших моделей принтерів на сьогодні можна віднести Formlabs, Anycubic Photon, Wanho D7, Flashforge Hunter.
Особливості технології SLA 3D друку
- Якісний 3D друк невеликих об’єктів.
- Підготовка до 3D друку, технічне обслуговування SLA 3D принтера вимагає використання рукавичок, оскільки робота (процес) трохи брудна. Необхідна хороша вентиляція приміщення через запах смоли та необхідність промивати готові вироби в ізопропіловому спирті.
- З часом необхідним є зміна резервуара 3D принтера.

Для DLP-принтерів це зміна тонкої пластикової плівки.

Фото «Fysetc»
- Очищення резервуара від смоли потрібно проводити щоразу, незалежно від розміру друкованого об’єкту.

-
Інколи необхідним є додаткове отвердження та видалення опор.

Більшість налаштувань моделі перед друком в основному полягатиме у пошуку оптимальної орієнтації моделі, яка врівноважує потребу в опорах з прагненням мінімізувати труднощі після обробки, спричинені великою кількістю опор.
- Невеликі розміри друку. Порівняно з принтерами технології FDM, платформи для друку смолою можуть здаватися невеликими. Більш економічні принтери за технологією DLP мають платформу для побудови об’єкту, яка за розміром близька до розміру екрану мобільного телефону.
- Орієнтація та підтримки. На відміну від технології FDM, в SLA технології виріб для друку зовсім не обов’язково повинен мати плоску поверхню, яка буде прилягати до платформи принтеру. Одною з важливих умов розташування виробу на платформі є якомога менша площина кожного шару (поперечний переріз), таким чином, можна зменшити деформаційні напруження в виробі.
Кожен новий шар повинен бути на міцному фундаменті, і найкращий спосіб забезпечити хороший фундамент - це опори. Орієнтація на модель, яка пропонує мінімальний поперечний переріз (і, отже, мінімальна площа на шар), зменшить зусилля лущення. Підтримки надають моделі загальну структуру та міцність, оскільки вона піддається зусиллям стискання при усадженні.
- Постобробка. Надруковані вироби необхідно промити від незатверділої смоли в ізопропіловому спирті, якщо цього не зробити, залишки смоли полімерезуються на поверні виробу та погіршать деталізацію виробу. Для швидкого та якісного очищення виробу від смоли використовують ультразвукову ванну, яка дозволяє очистити навіть дуже дрібні та важко доступні елементи виробу.
В процесі 3D друку виріб опромінюється УФ випромінюванням відносно короткий час, що не дає повністю провести процес полімеризації смоли. Це робить вироби мякими та недостатньо міцними. Для підвищення міцності виробу, необхідно провести додаткову обробку УФ випромінювання, зазвичай необхідно 30-60 хв. Додаткове отвердження проводиться в УФ лампі або ж на сонячному світлі.

Form Wash (Form 2).


Усі операції, пов’язані з незатвердженою смолою, слід виконувати в рукавичках (бажано, і в захисних окулярах).
- Вплив температури смоли. Температура впливає на час затвердіння смол. Чим холодніша смола, тим повільніше вона твердне. Принтери без вбудованих резервуарів з контрольованою температурою (тобто всі економічні) варто експлуатувати при стабільній кімнатній температурі, що позитивно позначиться на якості друку.
Безпека. Перш за все, хотілось би сказати що використання SLA 3Д принтера не підходить для домашнього використання. Будь яка установка 3D-принтера, незалежно від того, чи є вона смолою, порошком або ниткою, повинна мати вентиляційне рішення. Це призведе до видалення частинок, що потрапляють в повітря, і летючих органічних сполук.

УФ смоли є токсичні, якщо з ними не поводитися належним чином. Небезпечними є дотики шкіри до смоли, неотвердженої моделі і також розчин ізопропілового спирту, де проводилось очищення модель від смоли. Слід уникати прямого контакту зі шкірою, використовуючи нітрилові рукавички. Ці рукавички захищають шкіру від впливу смоли. Однак якщо, смола все-таки потрапила на шкіру випадково, її слід негайно змити холодною водою. Гаряча вода, як правило, відкриває пори на шкірі і допускає потрапляння хімічних речовин.
SLA принтер не замінить ваш FDM принтер, оскільки це різні інструменти, які добре справляються з різними речами. Якщо вам необхідне швидке і недороге прототипування, і розподільна здатність та гладкість не є вирішальним тоді для вас ідеальним є FDM технологія.

