Постобробка фотополімерних виробів
- 13 серпень 2020 18:49:18
- Переглядів: 12998
3D-друк фотополімером - це створення виробів шляхом пошарового затвердіння рідкого фотополімеру. Залежно від застосовуваних технологій затвердіння відбувається завдяки лазерному випромінювачу, світлодіодним проєкторам або ультрафіолетовим лампам.
3D-друк фотополімером впевнено набирає популярність. Для цього є ряд причин, і, в першу чергу, це вища точність. Крім цього, виріб виходить гладким, також порівняно просто створювати об'єкти високої складності. Але 3D-друк фотополімером має один головний недолік - необхідність постобробки виробів (до остаточного затвердіння).
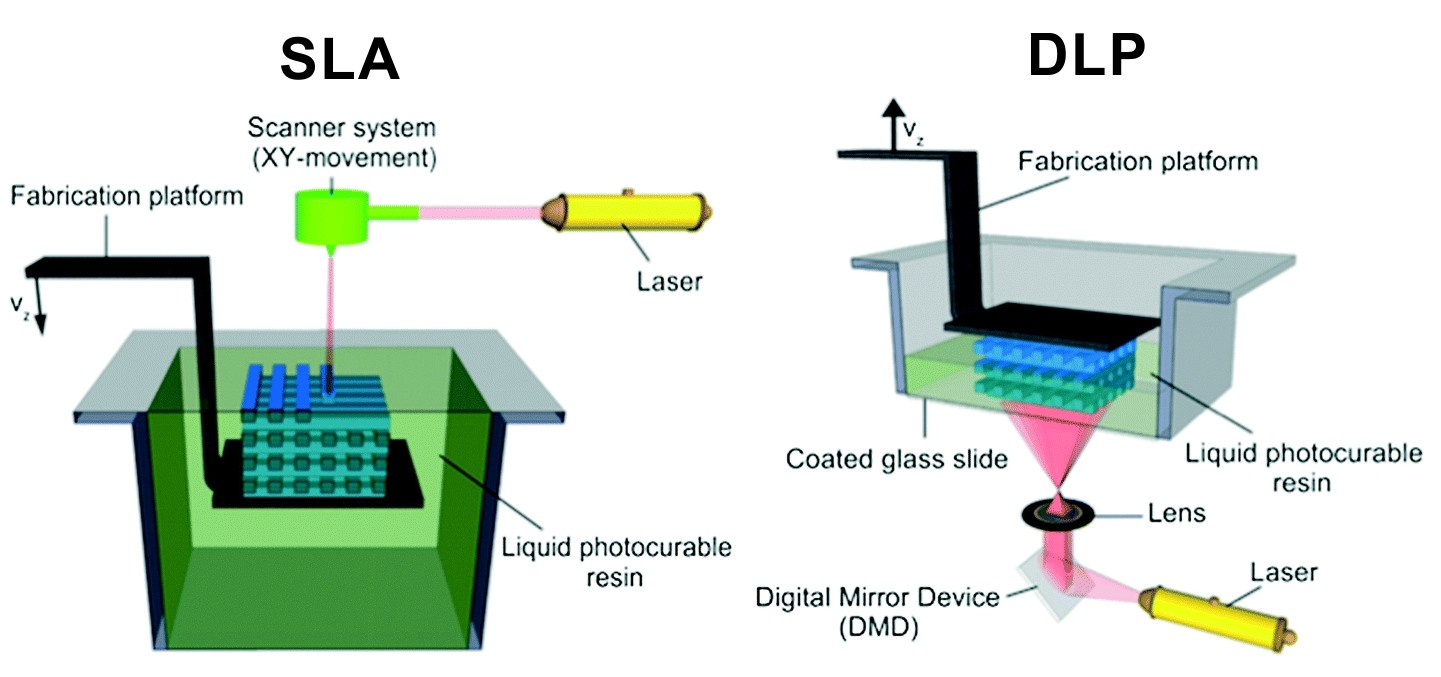
Найпоширеніша й доступна технологія друку фотополімером - SLA. У принтерах з подібною технологією використовується лазерний випромінювач, який точково спрямовується на потрібні ділянки матеріалу. Фотополімер під впливом випромінювання твердне шар за шаром. В результаті виходить єдина конструкція.
При DLP-друці замість лазерного випромінювача використовуються світлодіодні проєктори. На відміну від SLA матеріал засвічується цілими шарами, що збільшує швидкість друку. Вартість такого 3D-принтера нижче, ніж SLA, однак і точність друку не така висока.
Всі полімерні смоли складаються з олігомерів (затверджувач після фотозатвердіння), мономерів (загусник), фотоініціаторів (зв'язує мономери й олігомери під дією світла). Тому смоли для SLA принтерів не завжди сумісні з DLP бо фотоініціатори реагують на різну довжину хвилі. Але обробка відбитків залишається практично однаковою. Вона зазвичай включає наступні етапи: промивання (вручну або автоматично), очищення платформи, висихання, постзатвердіння (за допомогою розчину), видалення опор, склеювання, сухе шліфування, мокре шліфування, ґрунтування, фарбування деталей.
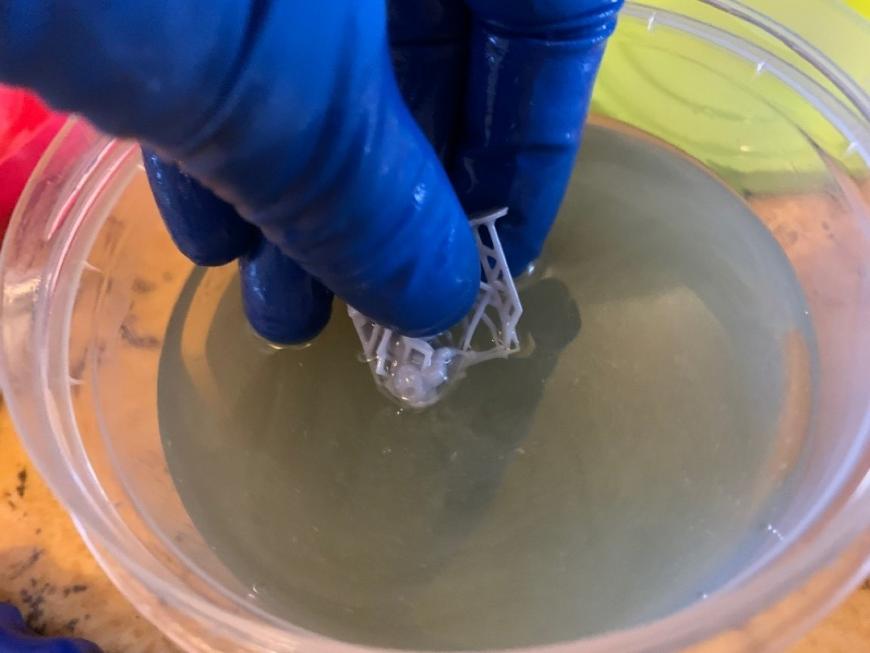
Ізопропіловий спирт (IPA) або монометіловий ефір трипропіленгліколь (TPM) розчиняють рідку смолу, роблячи їх ефективними для миття деталей, надрукованих на 3D-принтерах SLA і DLP. Це необхідно для видалення тонкого шару рідкої смоли з поверхні надрукованих деталей. Для промивання вручну, потрібно акуратно тримати виріб, бажано пінцетом і промивати його в спеціальній ємності, дати виробу висохнути на серветці. Існують і спеціальні прилади для автоматичного промивання, наприклад Anycubic Wash & Cure, в який ви поміщаєте виріб, а все інше робиться за вас (розглядали його раніше).
Завжди залишайте відбитки повністю сухими перед наступним затвердінням або наступною обробкою. Для летючих розчинників, таких, як IPA, дайте їм висохнути протягом не менше 30 хвилин після промивання, щоб розчинник повністю випарувався з поверхні деталей. Забезпечте відповідну вентиляцію, поки розчинник випаровується. Для розчинників, які погано випаровуються, таких як TPM, дайте частинам повністю висохнути, а потім промийте їх водою або IPA, поки все решта TPM не розчиниться.
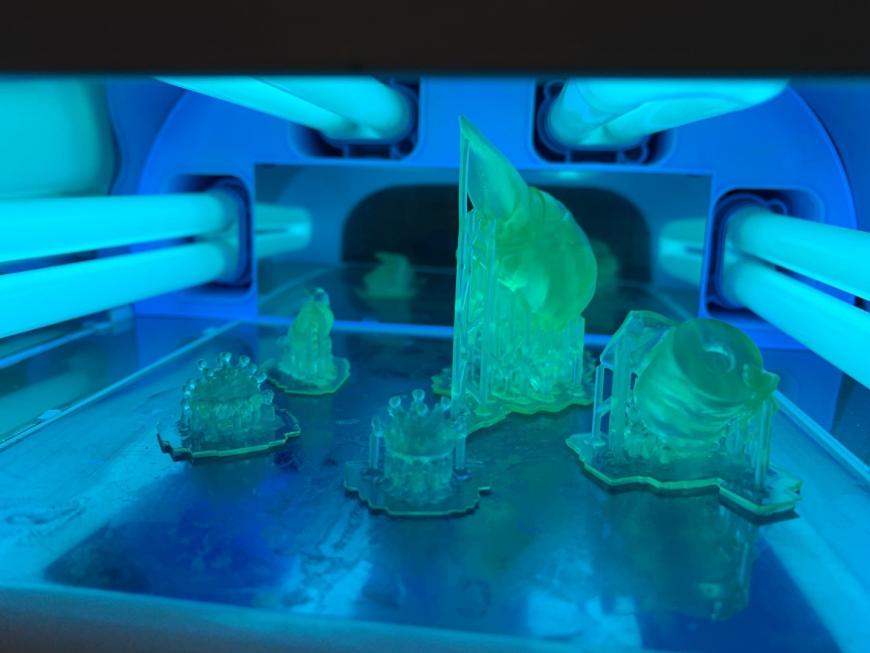
Постзатвердіння або дозасвітлення є необов'язковим для стандартних смол. Інші типи смол вимагають додаткового затвердіння для досягнення їх оптико-механічних властивостей. Чим більше обсяг смоли, тим довше процес дозасвітлення. Вироби поміщають під ультрафіолетову лампу. Деякі виробники забезпечують своїх клієнтів необхідним обладнанням, XYZ та Formlabs мають можливість постачання таких пристроїв в комплекті з самим принтером. 3D Systems серії ProJet - елементи дозасвітлення вбудовані в сам принтер.
Опори потрібно видалити після затвердіння, оскільки деталі можуть деформуватися під впливом світла й тепла без структурної підтримки. Використовуйте фрези щоб акуратно розрізати опори, прикріплені до деталей. Ви також можете використовувати скальпель, кусачки або ніж, щоб видалити опори. Деякі способи видалення опор можуть призвести до їх відриву. Остерігайтесь уламків і надіньте захисні окуляри й рукавички, щоб захистити шкіру й очі.

Після видалення опор видаліть мітки опор сухим або мокрим шліфуванням. Підійде й звичайна пилка для нігтів. Для повного згладжування можна використовувати шкірку з дрібним зерном. Існують і спеціальні моделі з використанням розчинних підтримок, притаманне дорожчим моделям, наприклад Projet 3500 HD Max.

Розмір робочої зони фотополімерних 3D-принтерів призводить до того, що багато виробів доводиться збирати по частинах після друку, за допомогою склеювання. Якщо склеювальна поверхня досить тонка, застосовують фотополімер. Це кріплення мало помітне, дуже міцне і його можна скоригувати поки смола не застигла. Багато склеюють цианакрилатом, дуже дієвий спосіб, але потрібно враховувати, що його не можна використовувати в медицині й імплантологіі. Ще один спосіб - використання розчинника, але підходить він не для всіх смол, він може розчинити сам матеріал і його дуже важко випарити для дозасвітлення.
Залежно від області застосування деталі й бажаної обробки, наступні етапи обробки можуть включати шліфування, ґрунтування й нанесення друкованих зображень. Для шліфування використовують абразивний папір, але гладкі вироби досить і знежирити перед фарбуванням.

Ґрунт використовують акриловий. Фарбу необхідно використовувати для аерографів чи балончики.