










*Зарегистрированные пользователи могут быстрее оформлять заказы, отслеживать их статус и просматривать историю покупок.
Авторизация
корзина
В корзине пусто!

ПОСЛЕДСТВИЯ ИЗБЫТОЧНОЙ ВЛАГИ В МОНОНИТИ ДЛЯ 3D ПЕЧАТИ
Избыточная влага в гигроскопическом пластике будет мешать качественному процессу 3D печати из-за частичного разрушения пластика под воздействием высокой температуры и влаги, а также образования дефектов в виде пузырьков, раскосов, делиминации слоев из-за интенсивного испарения влаги из пластика. Тем не менее с другой стороны, влага выступает в качестве пластификатора для пластика, то есть способна снижать температуру его печати. Практически это свойство позволяет качественно печатать пластиком, который уже частично поглотил влагу, при более низкой температуре и без предварительного высушивания. Кроме того, для Nylon избыточная влага в готовом изделии является необходимым показателем для эффективной эксплуатации изделия, поскольку в этом случае наблюдается улучшение механических свойств изделия и снижение его хрупкости.

Рис. 2. Фото изделия с дефектами из-за избыточной влаги в пластике
3D печать пластиком с избыточной влагой также может вызвать значительное изменение физико-механических свойств изделия - снижение прочности, увеличение хрупкости, снижение термостойкости, увеличение склонности к искажению и так далее.
Чтобы предотвратить печать с дефектами, перед тем как начать печать, пропустите мононить через сопло 3D принтера, она должна иметь однородную и гладкую поверхность. Если при продавливание мононитичерез сопло экструдера 3D принтера вы слышите треск и видите на выходе из сопла пенящийся пластик, знайте, что это влага!

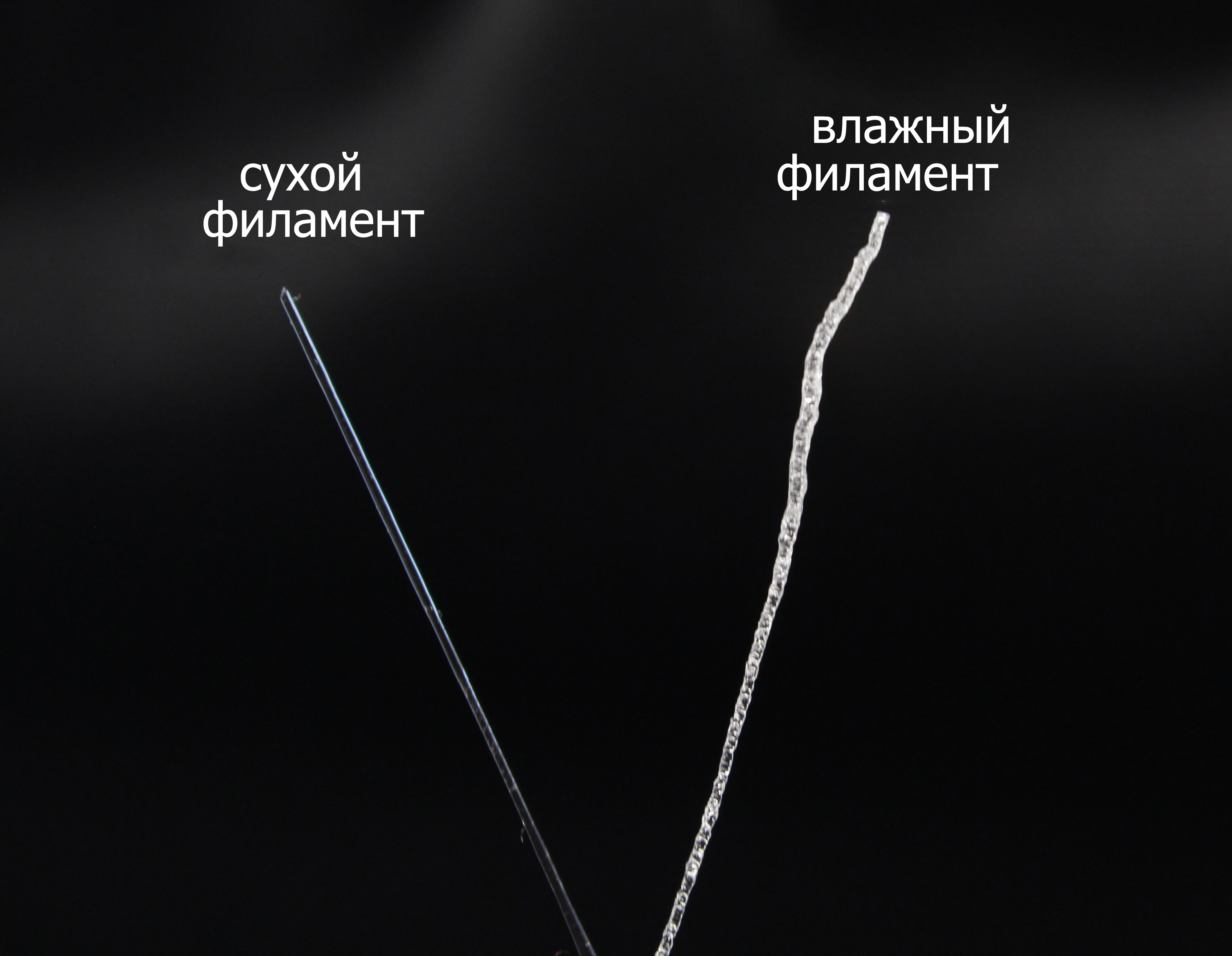
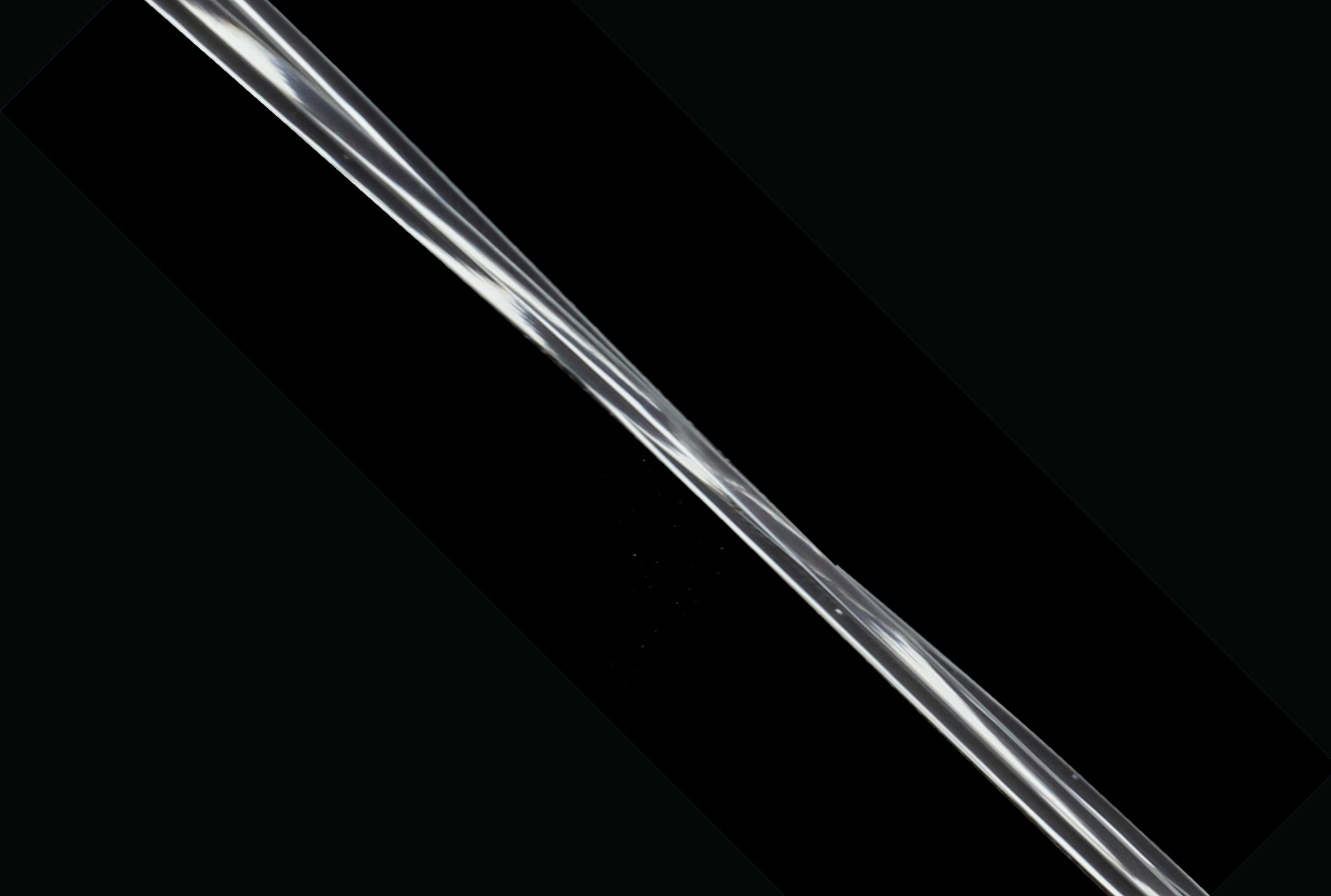
Рис. 3. Влажный пластик на выходе из сопла экструдера 3D принтера Рис. 4. Сравнение сухой и влажной мононитки на выходе из сопла
ОСОБЕННОСТИ ВЫСУШИВАНИЯ МОНОНИТКИ ДЛЯ 3D ПЕЧАТИ
Почему мы рекомендуем сушить пластик в шкафу с циркуляцией воздуха?
Процесс высушивания – это интенсивный воздухообмен при повышенной температуре, в идеальном варианте – применение горячего и сухого воздуха или инертного газа. Водяной пар, окружающий гигроскопичную мононить, поглощается мононитью. Когда давление пара внутри мононити достигает уровня давления пара снаружи, устанавливается равновесие, и пластик достигает равновесной влажности.
При контакте мононити в состоянии равновесной влажности с горячим сухим воздухом давление пара снаружи становится ниже, чем давление пара внутри мононити. Таким образом, влага из мононити начинает мигрировать за пределы мононити в область более низкого давления до тех пор, пока не установится новое равновесное состояние, при котором мононить достигнет минимальной влажности, то есть состояния "сухого". Продолжительность этого процесса зависит от температуры, влажности воздуха и вида сушеного пластика. Следует учитывать также тот факт, что пластики могут подвергаться кристаллизации – упорядоченной организации макромолекул – при длительном воздействии повышенной температуры, что проявляется в увеличении хрупкости мононити и повышении температуры ее плавления. Такие изменения могут усложнять настройку параметров 3D-печати, однако не влияют на свойства готового изделия, поскольку кристаллическая структура мононити разрушается в процессе ее плавления в сопле экструдера 3D-принтера. Кроме того, слишком высокая температура сушки может привести к деформации катушки, на которую намотана мононить. Продукция MonoFilament упакована на катушки, способные выдерживать температуру до 70 oC.
СПОСОБЫ ВЫСУШИВАНИЯ МОНОНИТКИ ДЛЯ 3D ПЕЧАТИ
1. Духовка. Самый распространенный вариант, где можно провести сушку мононити. Однако следует применять только духовки с контролируемым нагревом и регулировкой температуры, так как слишком высокая температура приводит к частичному размягчению мононити и ее склеиванию. Также стоит включать функцию конвекции и оставлять зазор, не закрывая духовку до конца, для поступления сухого воздуха и выхода влаги.[5]
2. Дегидраторы для продуктов (сушка для овощей) разработаны для медленного удаления избыточной влаги, обеспечивая низкое нагревание. Преимущество использования дегидратора заключается в том, что все, что вам нужно сделать, это установить температуру и оставить катушку внутри для высыхания. Обратите внимание, что дегидраторы бывают с разным уровнем температуры сушки (от 40oC до 80 oC). Недостатком такого варианта сушки является тот факт, что данное оборудование предназначено для сушки материалов, имеющих большое количество влаги (50-70%), а в случае пластиков этот показатель значительно меньше.
3. Сушилка для мононити — это оборудование, специально разработанное для удаления избыточной влаги из мононити. Принцип, лежащий в его основе, достаточно прост: они удерживают катушку с мононитью в подогретом корпусе, что заставляет молекулы воды испаряться. Сегодня на рынке есть несколько типов сушилок для монониты, включая простые продукты "подключи и работай" для рынка любителей и более продвинутые системы для профессиональных пользователей. Самые простые сушилки для мононити состоят из контейнера с подогревом, подходящего как минимум для одной катушки мононити. Более сложные машины оборудованы дополнительными функциями, такими как вращение и направленное течение воздуха для равномерного распределения тепла. Кроме того, некоторые сушилки для монониты предназначены для сушки всей катушки мононити сразу, которую затем можно вынуть и загрузить в 3D-принтер. Другие предназначены для сушки мононити и одновременной подачи ее в 3D-принтер, что экономит время. [6]
Одной из самых популярных моделей является сушилка Creality Filament Dry Box.
Или же можно потратить немного времени и творчества, чтобы изготовить сушилку для мононити своими руками.
Рекомендованные температурные режимы сушки мононити MonoFilament.
| Материал | Температура, °C | Продолжительность, время |
|---|---|---|
| PLA, PLA+, T-PLA, PLA-HT, PLA-LW, Slice Support | 40 | 4-6 |
| coPET, ABSpro, PBT | 50 | 8-10 |
| ABS, ABS+, ABS eco, MBS, SAN, HIPS, ASA, ABS/PC | 60 | 8-10 |
| PET, PCTG, PC | 60 | 8-10 |
| Nylon, PА 12 | 70 | 24 и более |
| Elastan, TPU | 70 | 8-10 |
При настройке режима сушки мононити важно помнить, что для таких пластиков, как Nylon, PА 12, Elastan, TPU, не работает вариант сушки при 40оС, а только в течение удвоенного времени.
БЕЗОПАСНОСТЬ
Поскольку при сушке мононити могут выделяться вместе с влагой и вредные вещества - мономеры, продукты деструкции, необходимо хорошо очищать бытовые устройства после их использования для сушки мононити. Процесс сушки мононитей рекомендуется проводить в хорошо проветриваемом помещении или под вытяжной шкафом.
ХРАНЕНИЕ
Тепер для многих пользователей 3D-принтеров будет более понятно, насколько важно хранить мононить сухой.
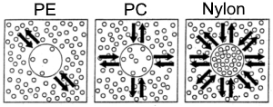
Вы можете хранить мононить в оригинальных вакуумных упаковках, обеспечивающих герметичность. Также можно хранить мононити в герметичном контейнере, содержащем осушитель (например, пакеты силикагеля). Если у вас ограниченные возможности для такого типа хранения, отдайте предпочтение хранению мононитей, которые менее гигроскопичны. PLA, например, не слишком сильно изменяет свои свойства из-за поглощения влаги, тогда как Nylon гораздо более чувствителен к влиянию влаги.
*Если пластик уже поглотил влагу, хранение в контейнере не избавит его от влаги, только высушивание!
Большинство производителей мононитей высушивают материал в процессе производства, а затем упаковывают его в герметичные полиэтиленовые пакеты. Некоторые поставщики упаковывают материал в полиэтиленовые или вакуумные пакеты, которые могут служить барьерами для влаги. Однако полиэтиленовые пакеты пористы и пропускают определенное количество влаги внутрь пакета.
Продукция Monofilament упакована в многослойный барьерный пакет, но даже так упакованный пластик со временем также способен набирать влагу. Это произойдет через 2-3 месяца или полгода, в зависимости от условий хранения. [8]