





*Зарегистрированные пользователи могут быстрее оформлять заказы, отслеживать их статус и просматривать историю покупок.
Авторизация
корзина
В корзине пусто!
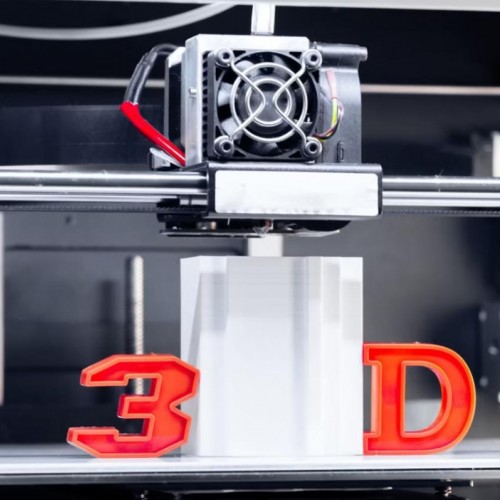
Точность 3D-принтера имеет первостепенное значение для успеха 3D-печати. Она определяет, насколько хорошо 3D-принтер может укладывать слои, особенно первый слой. Несколько факторов могут повлиять на точность 3D-принтера, калибровка является одним из них.
Калибровка в 3D-печати включает в себя небольшие настройки машины для получения отпечатков, соответствующих желаемым характеристикам. Калибровка принтера дает множество преимуществ, в том числе следующие: улучшенное качество печати, сокращение отходов, повышенная эффективность и улучшенный контроль над процессом печати. Научившись правильно его калибровать, вы также получите более глубокие знания о том, как он работает и как извлечь из него максимальную пользу.
Чтобы откалибровать 3D-принтер, вам необходимо откалибровать двигатели X, Y и Z, экструдер и нить.
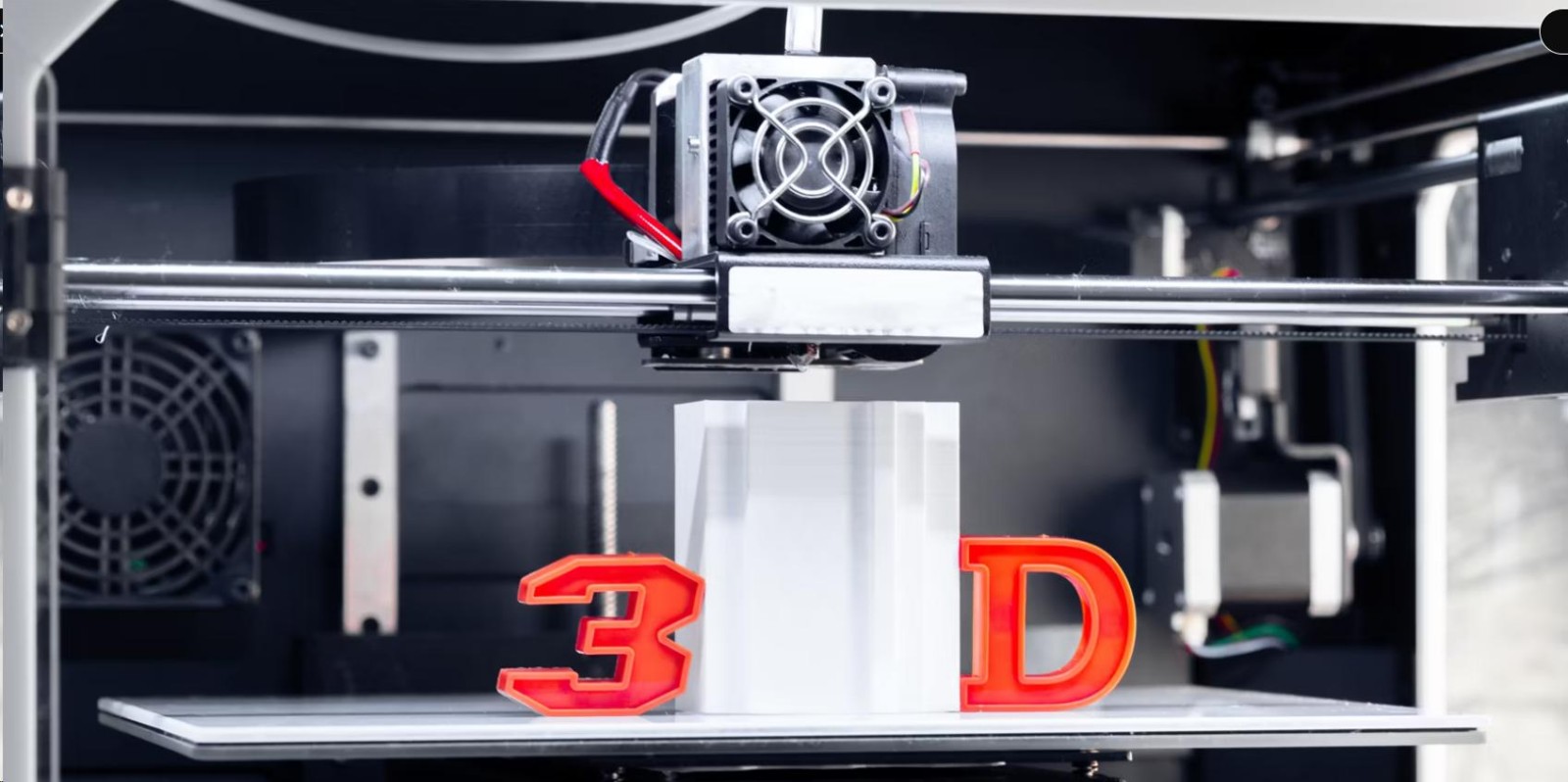
Цель калибровки X, Y и Z — убедиться, что печатающая головка перемещается точно в соответствии с шагами, указанными в микропрограмме. Вы можете использовать линейку, циферблат или штангенциркуль. Большинство пользователей использовали тестовый куб для калибровки осей X, Y и Z. Это тоже работает, но для получения точных результатов следует использовать индикатор часового типа.
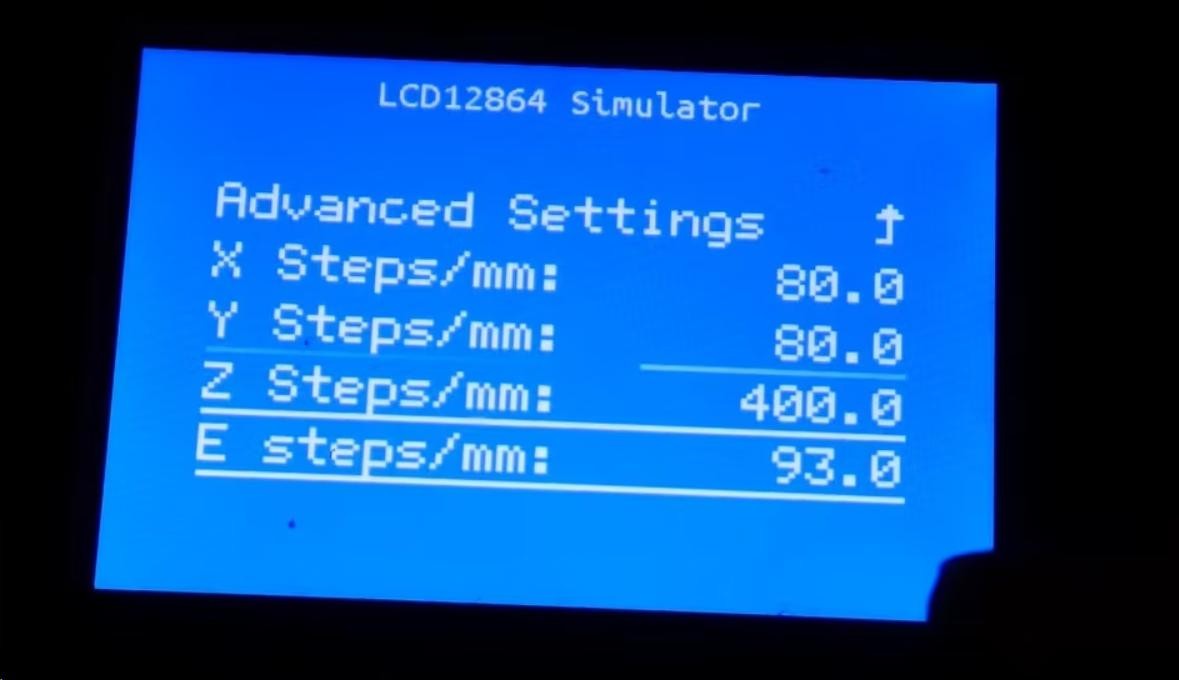
Шаг 1. Получите текущую конфигурацию шагов
Текущая конфигурация шагов важна, так как вы будете использовать их позже при расчете E-шагов. Е-шаги — это шаги, которые должны пройти двигатели, чтобы выдавить один миллиметр нити. Каждый 3D-принтер поставляется калиброванным на заводе. Чтобы получить текущую настройку шагов, вы можете перейти к настройкам конфигурации вашего 3D-принтера, затем выбрать «Шагов на мм», и вы сможете увидеть свои текущие настройки.
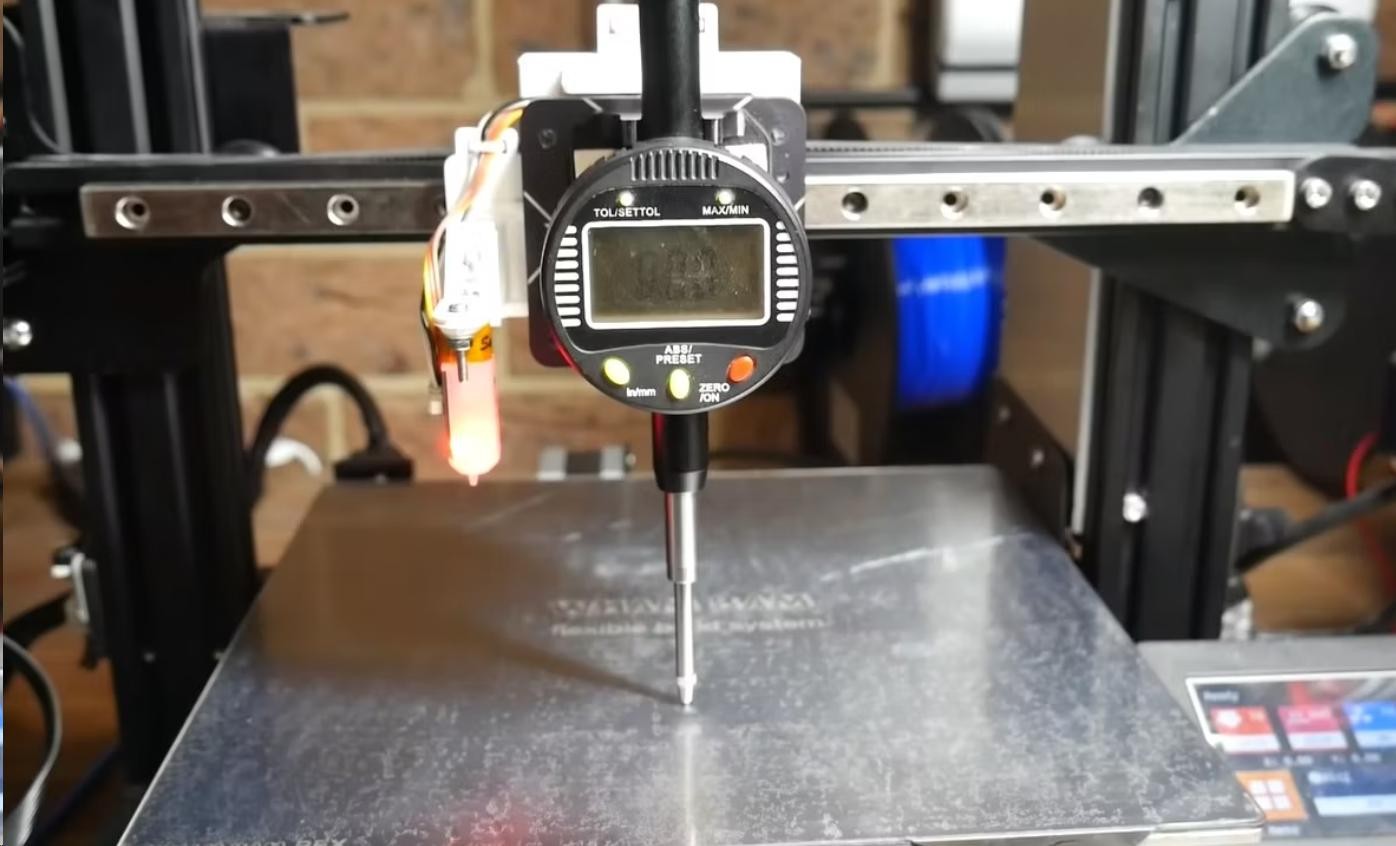
Шаг 2. Установите индикатор часового типа на печатающую головку.
После того, как циферблатный индикатор установлен на держателе, переместите 3D-принтер в исходное положение, чтобы микропрограмма могла перемещать машину вручную; затем установите циферблатный индикатор с помощью держателя на печатающую головку и убедитесь, что он касается платформы.
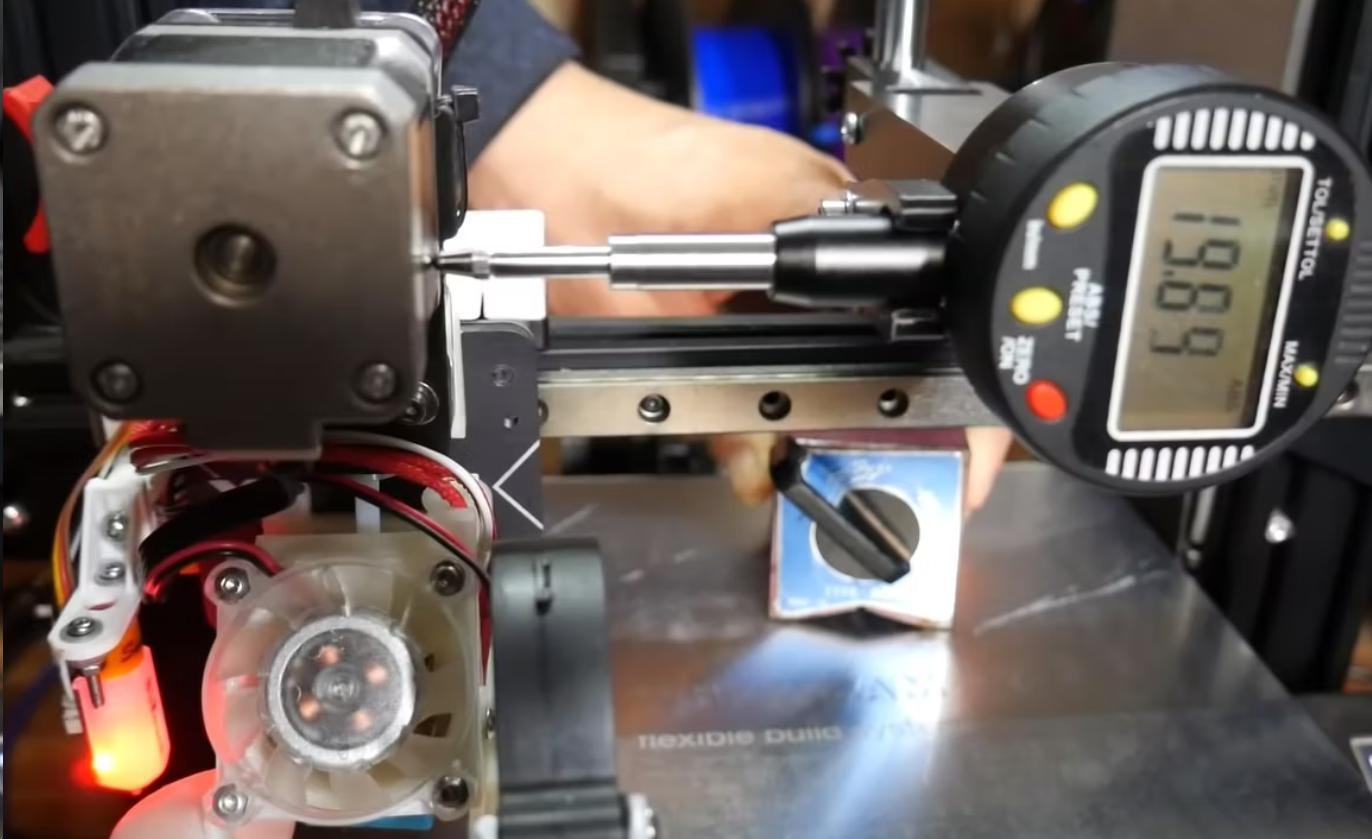
Шаг 3: Переместите ось на 10 мм за раз
Вы можете использовать ЖК-экран и элементы управления для перемещения оси на 10 мм вперед и назад.
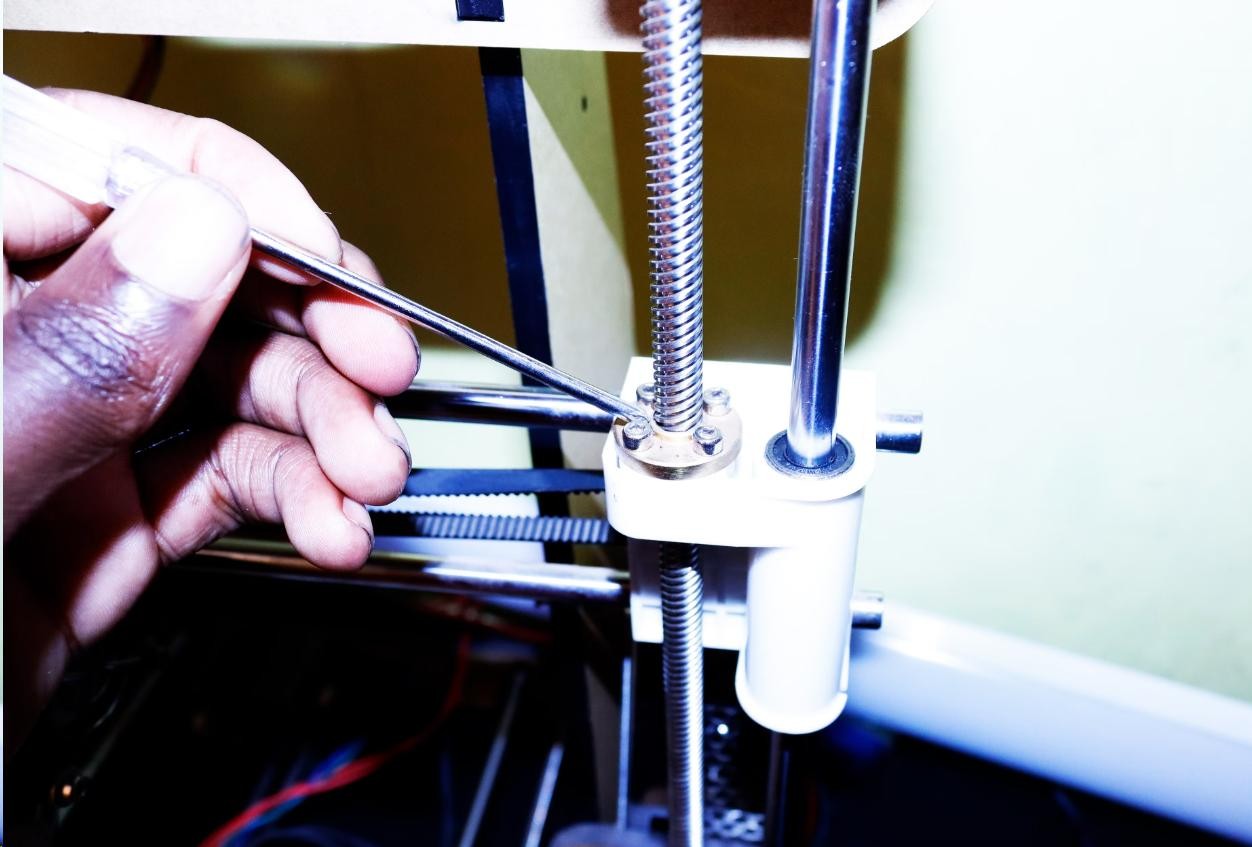
Шаг 4: Затяните винты и ремень
Шаг 5: Отрегулируйте шаги в прошивке
Нам нужно будет получить значение E-step, чтобы настроить шаги прошивки. Вы можете получить это, разделив запрошенное количество на фактическое количество и умножив на значение текущего шага, полученное с помощью стрелочного индикатора.
Калибровка экструдера вашего 3D-принтера
Нагрейте экструдер и отправьте команду выдавить 100 мм нити. Как только это будет сделано, измерьте, сколько нити было экструдировано. Если это меньше 100 мм, то вам нужно увеличить Е-шаги. Если он больше 100 мм, то вам нужно уменьшить Е-шаги. Продолжайте корректировать, пока не добьетесь нужного результата.
Следующее, что вам нужно сделать, это откалибровать смещение оси Z. Установка этого значения имеет решающее значение, так как оно будет определять высоту вашего слоя. Поместите бумагу или шаблон на рабочий стол и медленно опускайте экструдер, пока он едва не коснется бумаги. Затем измерьте расстояние от верхней части бумаги до кончика экструдера. Это измерение является вашим смещением по оси Z.
Калибровка нити
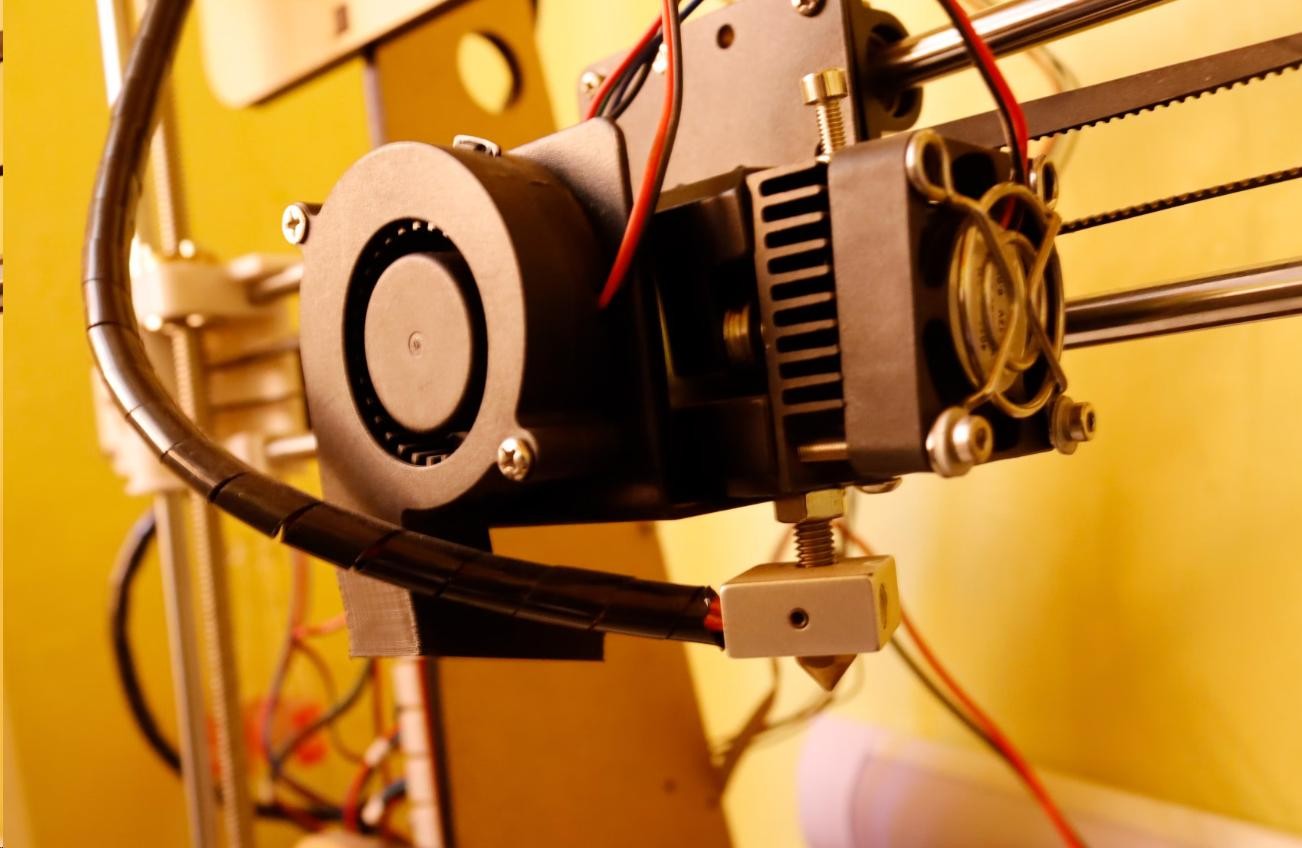
Если вы видите, что ваши отпечатки не выходят должным образом, или если нить не экструдируется должным образом, вероятно, сопло вашего принтера забито. Вы можете начать с снятия и разборки хотэнда, чтобы очистить сопло. Потом используйте иглу или острый предмет, чтобы очистить сопло от мусора. Как только сопло очистится, вы должны откалибровать диаметр нити. Для этого потребуется измерить диаметр нити в нескольких точках по ее длине.
Отрегулируйте скорость потока
После того, как вы измерили диаметр нити, вам нужно будет соответствующим образом отрегулировать скорость потока. Также важно убедиться, что нить накала правильно совмещена с хотэндом. Чтобы выровнять нить, вам нужно будет ослабить установочный винт в верхней части хотэнда, а затем отрегулировать положение нити, пока она не окажется по центру сопла. Как только нить будет правильно выровнена, вы можете затянуть установочный винт и возобновить печать.
Если вы сделали все вышеперечисленное, но у вас возникли такие проблемы, как натяжение, это может означать, что были допущены ошибки. Если скорость экструзии слишком высока, это может привести к натяжению. Вы можете настроить ее в программном обеспечении вашего принтера. Еще одним параметром, который может привести к натяжению, является расстояние отвода. Если расстояние отвода слишком велико, это может привести к вытягиванию нити из сопла во время перемещений. Вы также можете увеличить температуру своего хотэнда, так как натяжение также может быть вызвано недостатком тепла, что может привести к охлаждению и затвердеванию нити до того, как она будет выдавлена из сопла.