
Як відкалібрувати 3D-принтер
- 19 жовтень 2022 12:24:04
- Переглядів: 7756
Точність 3D-принтера має першорядне значення для успіху 3D-друку. Вона визначає, як добре 3D-принтер може укладати шари, особливо перший шар. Декілька факторів можуть вплинути на точність 3D-принтера, калібрування є одним із них.
Калібрування в 3D-друці включає невеликі налаштування машини для отримання відбитків, що відповідають бажаним характеристикам. Калібрування принтера дає безліч переваг, у тому числі такі: покращена якість друку, скорочення відходів, підвищена ефективність та покращений контроль над процесом друку. Навчившись правильно його калібрувати, ви також отримаєте глибші знання про те, як він працює і як отримати з нього максимальну користь.
Щоб відкалібрувати 3D-принтер, вам необхідно відкалібрувати двигуни X, Y та Z, екструдер та нитку.
Мета калібрування X, Y та Z — переконатися, що друкувальна головка переміщається точно відповідно до кроків, вказаних у мікропрограмі. Можна використовувати лінійку, циферблат або штангенциркуль. Більшість користувачів використовували тестовий куб для калібрування осей X, Y та Z. Це також працює, але для отримання точних результатів слід використовувати індикатор годинного типу.
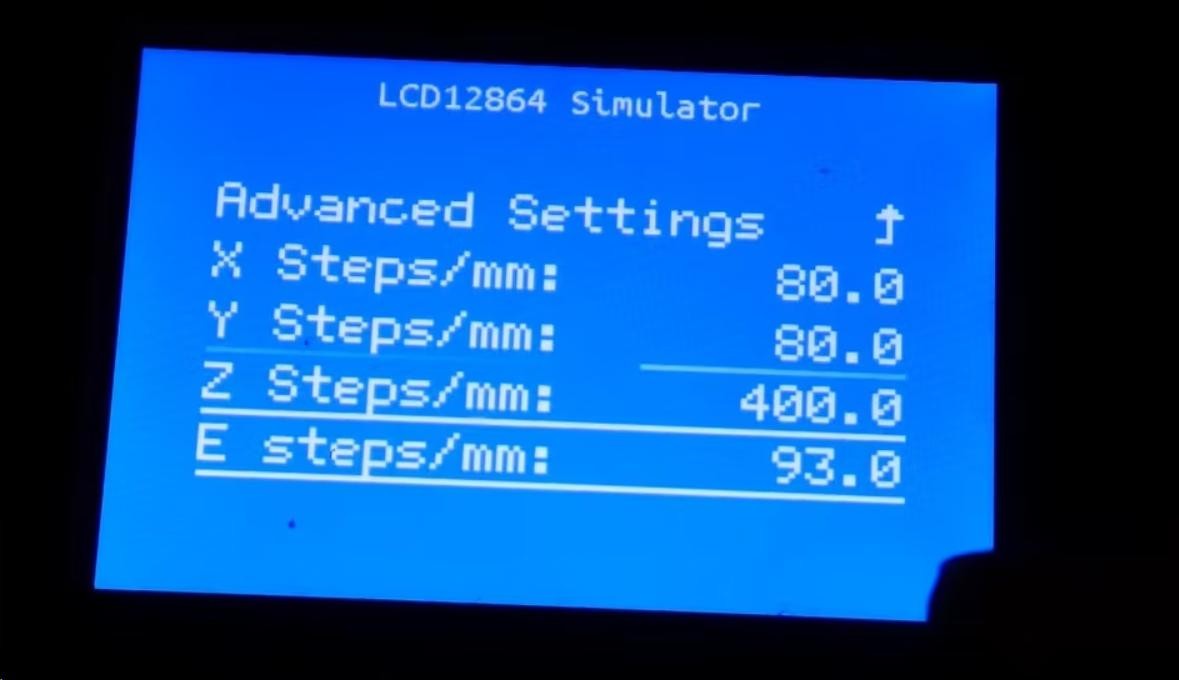
Крок 1. Отримайте поточну конфігурацію кроків
Поточна конфігурація кроків важлива, тому що ви використовуватимете їх пізніше при розрахунку E-кроків. Е-кроки – це кроки, які мають пройти двигуни, щоби видавити один міліметр нитки. Кожен 3D-принтер поставляється каліброваним на заводі. Щоб отримати поточне налаштування кроків, ви можете перейти до конфігурації вашого 3D-принтера, потім вибрати «Кроків на мм», і ви зможете побачити свої поточні налаштування.
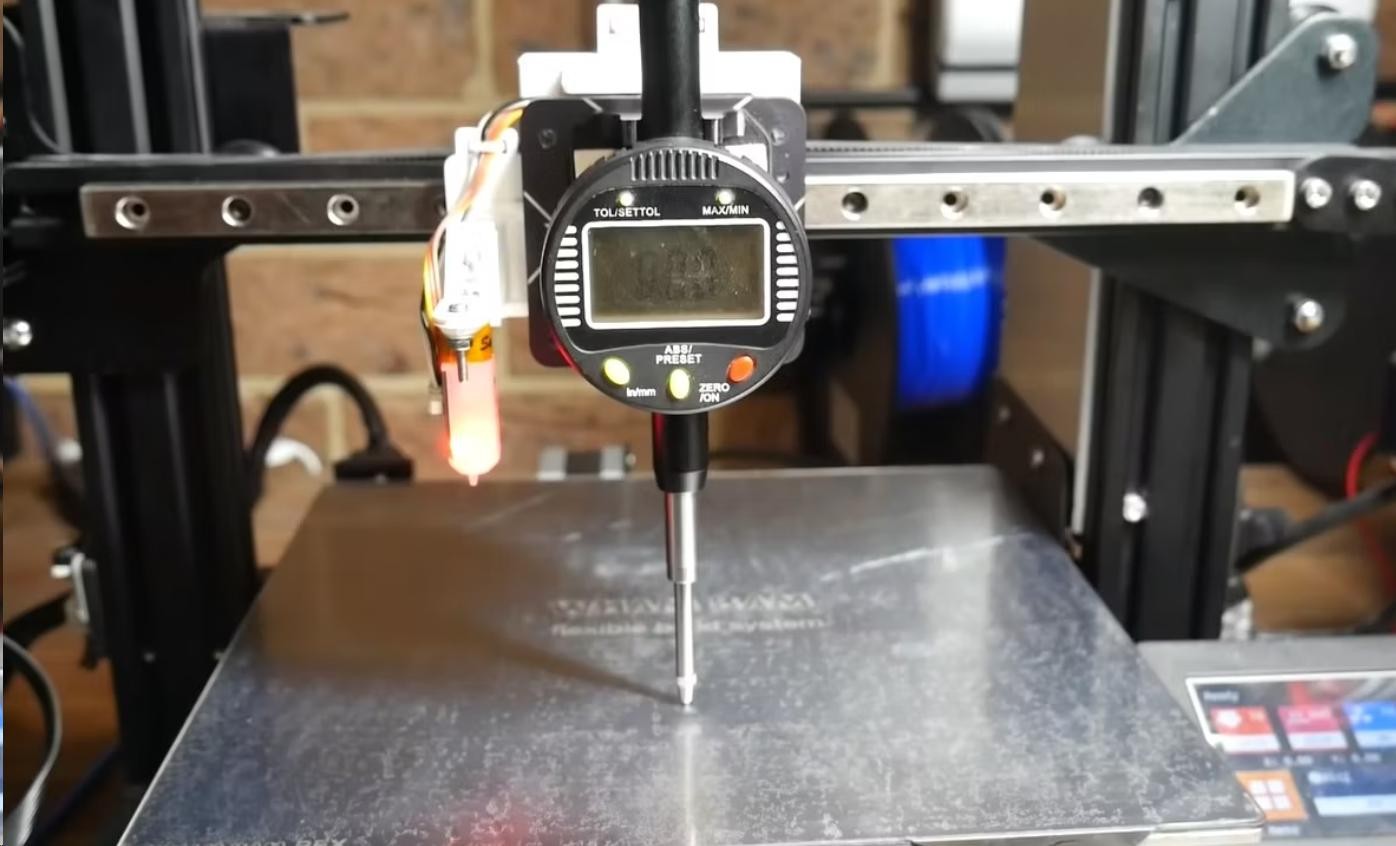
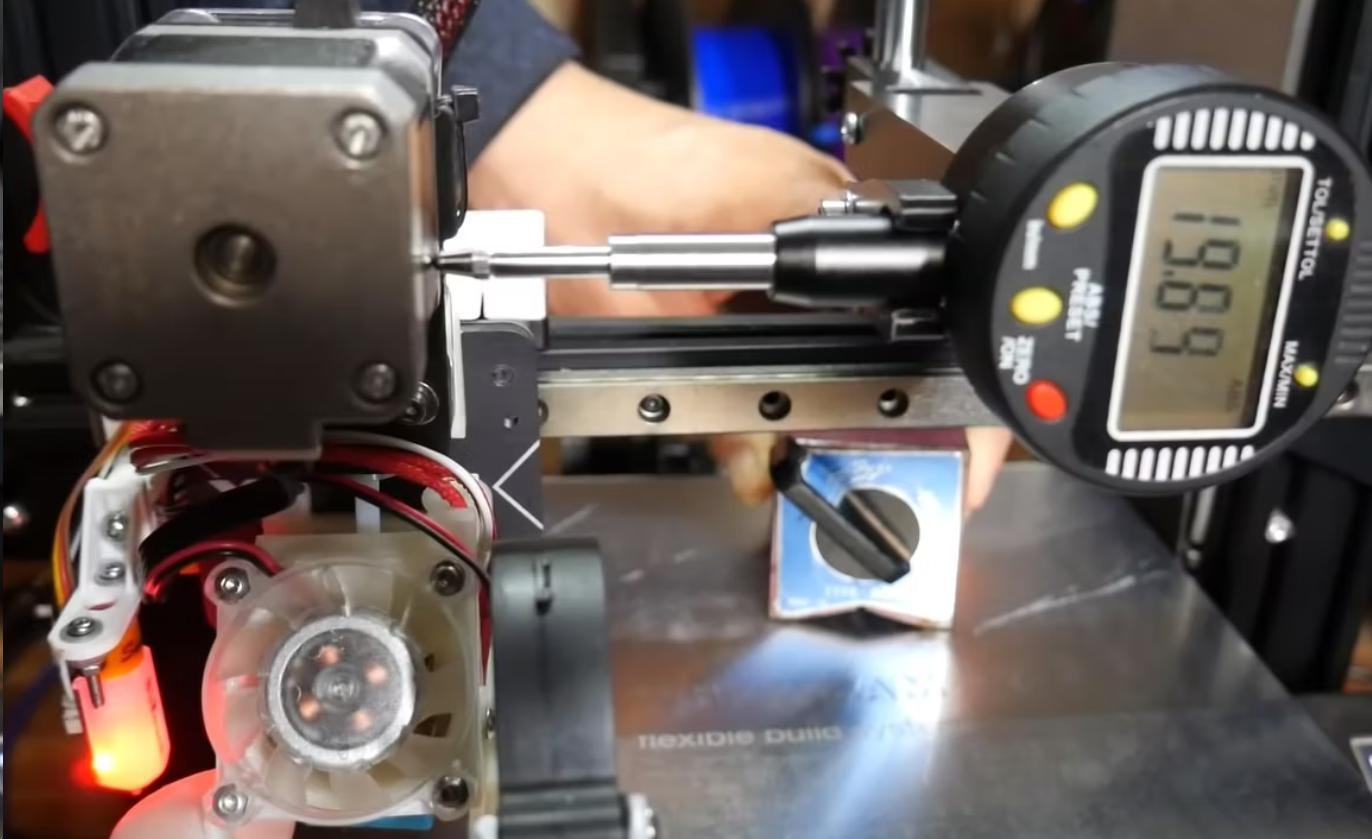
Крок 2. Встановіть індикатор годинникового типу на головку друку.
Після того, як циферблатний індикатор встановлений на утримувачі, перемістіть 3D-принтер у вихідне положення, щоб мікропрограма могла переміщати машину вручну; потім встановіть циферблатний індикатор за допомогою тримача на головку друку й переконайтеся, що він торкається платформи.
Крок 3: Перемістіть вісь на 10 мм за раз
Ви можете використовувати РК-екран та елементи керування для переміщення осі на 10 мм вперед та назад.
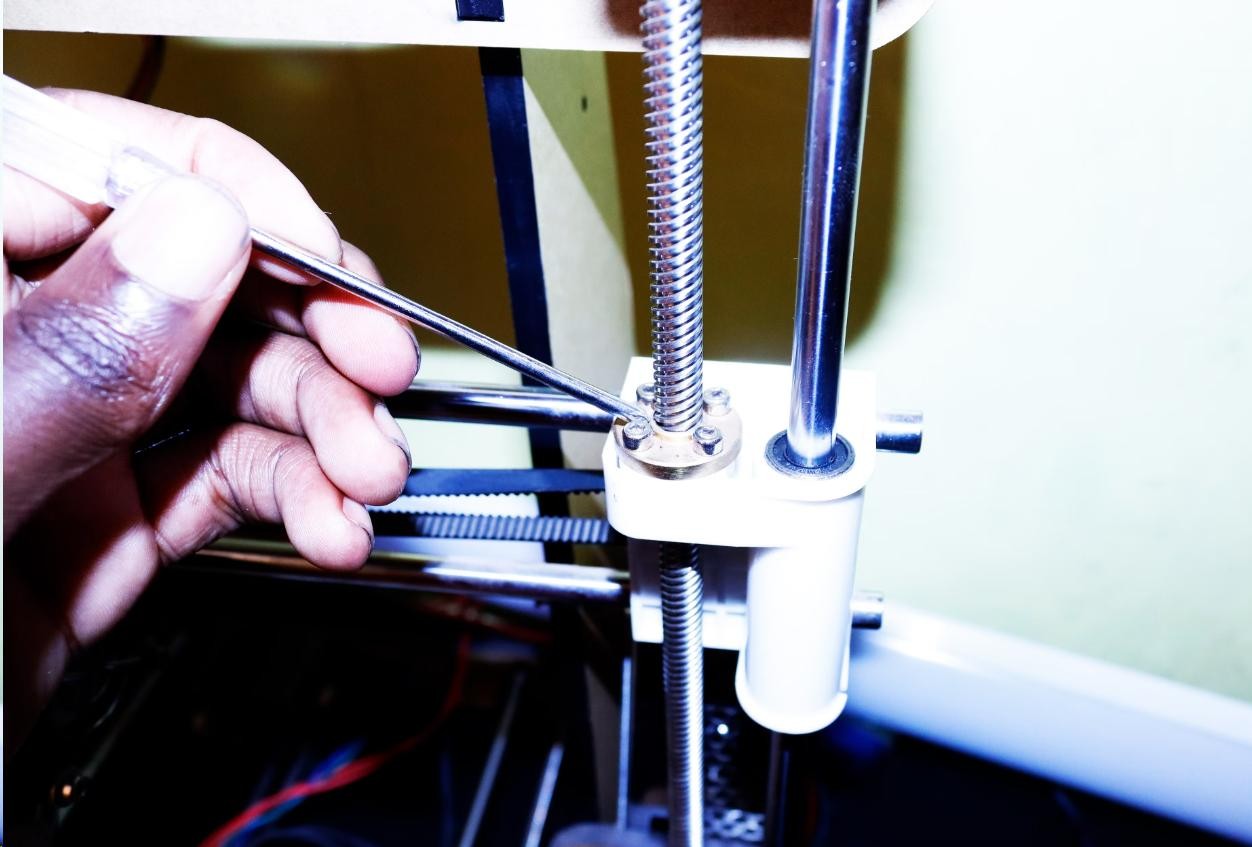
Крок 4: Затягніть гвинти та ремінь
Крок 5: Налаштуйте кроки у прошивці
Нам потрібно буде отримати значення E-step, щоб налаштувати кроки прошивки. Ви можете отримати це, розділивши запитану кількість на фактичну кількість і помноживши значення поточного кроку, отримане за допомогою стрілкового індикатора.
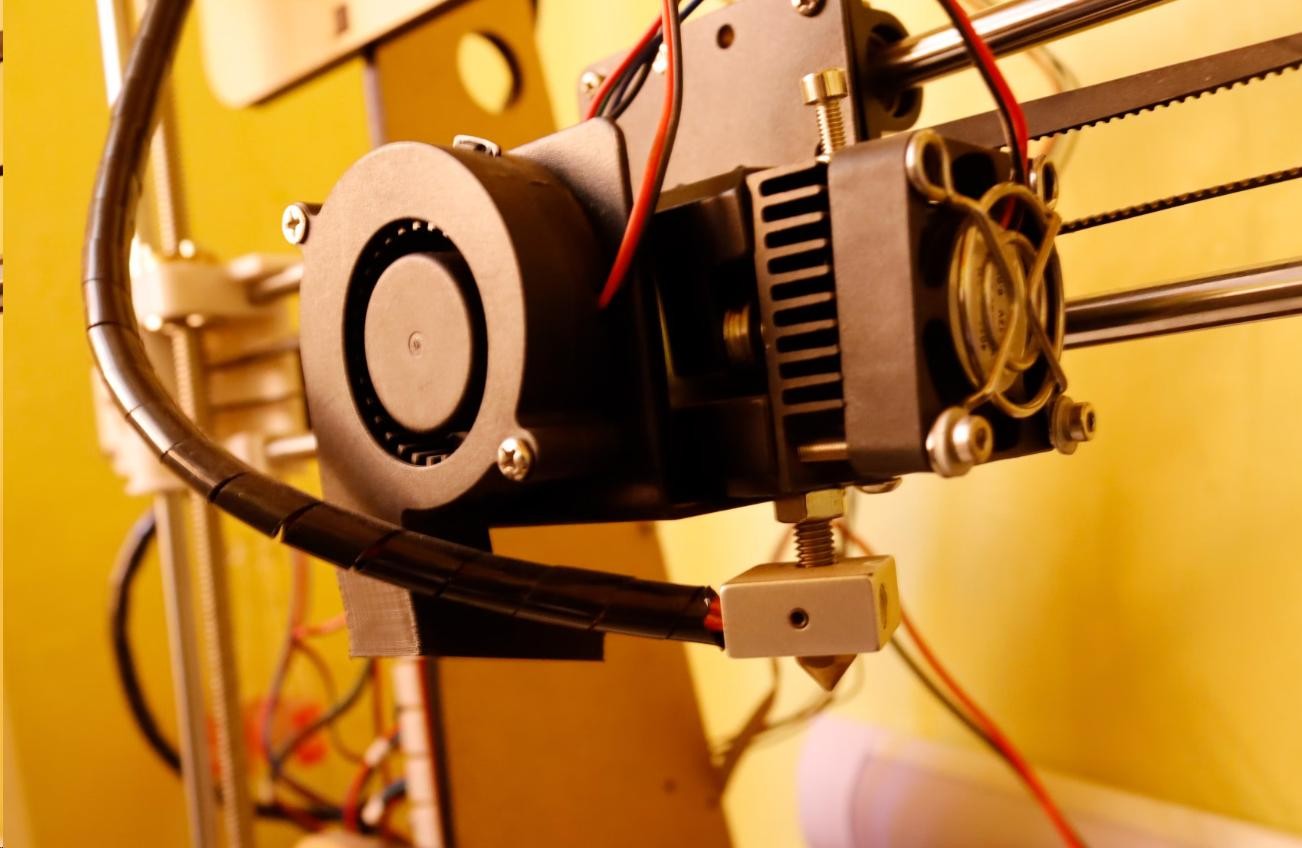
Калібрування екструдера вашого 3D-принтера
Нагрійте екструдер і надішліть команду видавити 100 мм нитки. Як тільки це буде зроблено, виміряйте скільки нитки було екструдовано. Якщо це менше 100 мм, вам потрібно збільшити Е-кроки. Якщо він більший за 100 мм, то вам потрібно зменшити Е-кроки. Продовжуйте коригувати, доки не досягнете потрібного результату.
Наступне, що вам потрібно зробити, це відкалібрувати зміщення осі Z. Встановлення цього значення має вирішальне значення, оскільки воно визначатиме висоту вашого шару. Покладіть папір або шаблон на робочий стіл і повільно опускайте екструдер, поки він не торкнеться паперу. Потім виміряйте відстань від верхньої частини паперу до кінчика екструдера. Цей вимір є вашим усуненням по осі Z.
Калібрування нитки
Якщо ви бачите, що ваші відбитки не виходять належним чином або якщо нитка не екструдується належним чином, ймовірно, сопло вашого принтера забите. Ви можете почати зі зняття та розбирання хотенду, щоб очистити сопло. Потім використовуйте голку або гострий предмет, щоб очистити сопло від сміття. Як тільки сопло очиститься, ви повинні калібрувати діаметр нитки. Для цього потрібно виміряти діаметр нитки в декількох точках її довжини.
Відрегулюйте швидкість потоку
Після того, як ви виміряли діаметр нитки, вам потрібно буде відповідним чином налаштувати швидкість потоку. Також важливо переконатися, що нитка напруження правильно поєднана з хотендом. Щоб вирівняти нитку, вам потрібно буде послабити гвинт у верхній частині хотенду, а потім відрегулювати положення нитки, поки вона не виявиться по центру сопла. Як тільки нитка буде правильно вирівняна, ви можете затягнути гвинт і відновити друк.
Якщо ви зробили все вищеперелічене, але у вас виникли такі проблеми, як натяг, це може означати, що були допущені помилки. Якщо швидкість екструзії надто висока, це може призвести до натягу. Ви можете налаштувати її у програмному забезпеченні принтера. Ще одним параметром, який може призвести до натягу, є відстань відведення. Якщо відстань відведення занадто велика, це може призвести до витягування нитки із сопла під час переміщень. Ви також можете збільшити температуру свого хотенду, так як натяг також може бути викликаний недоліком тепла, що може призвести до охолодження та затвердіння нитки до того, як її видавлять із сопла.