






*Зарегистрированные пользователи могут быстрее оформлять заказы, отслеживать их статус и просматривать историю покупок.
Авторизация
корзина
В корзине пусто!
Ошибки 3D-печати — это нечто
большее, чем плохие настройки слайсера. Неправильное обращение с филаментом
может тоже испортить ваши 3D-отпечатки.
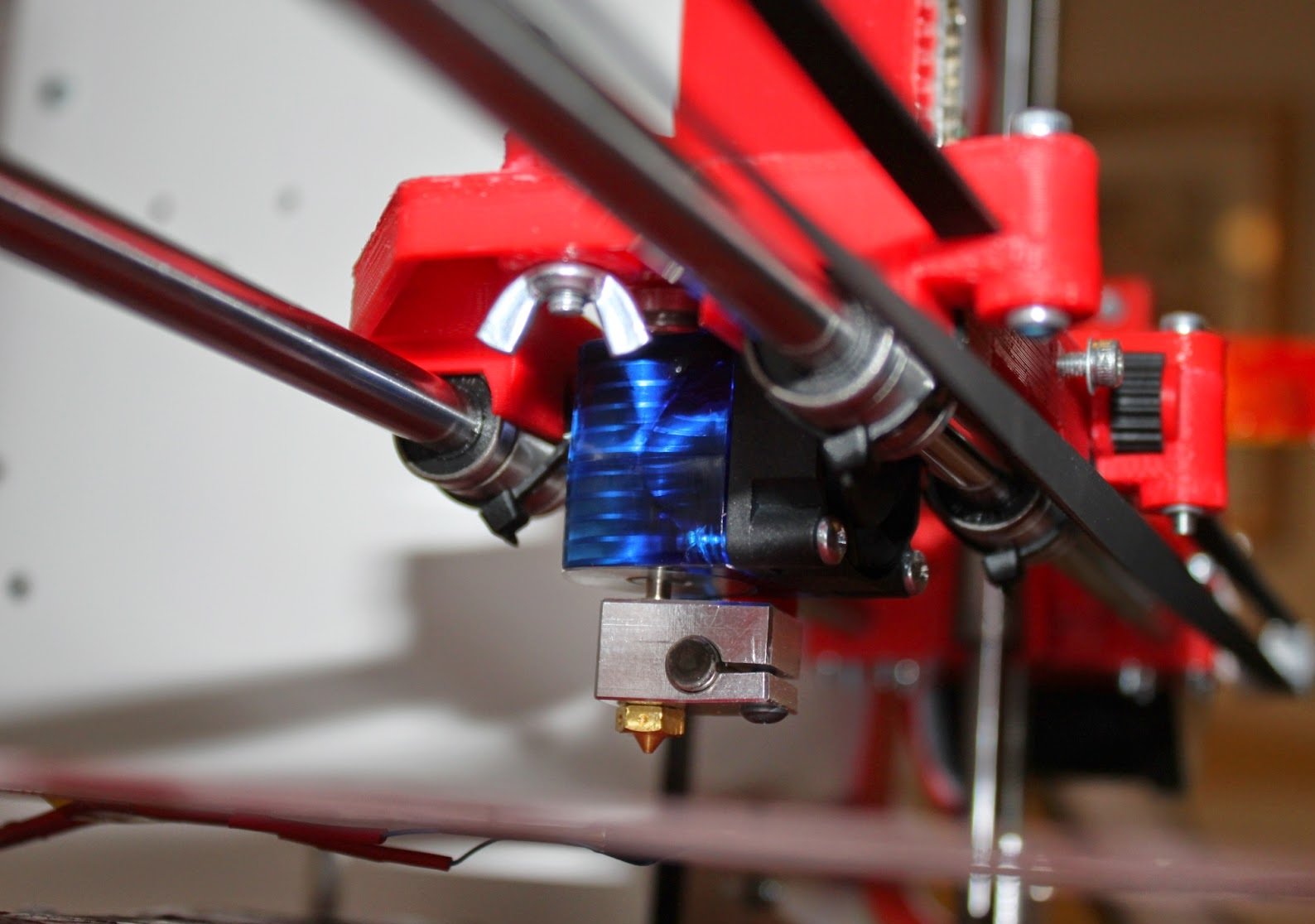
1. Обеспечение совместимости с
хотэндом
Подавляющее большинство засоров, о которых сообщают новички могут быть связаны с использованием нитей, которые слишком горячие для стандартной установки экструзии. Чтобы снизить производственные затраты, эти принтеры позволяют футеровке из PTFE соприкасаться с соплом. Хотя это экономит деньги на дорогостоящих термообработанных разделителях, в зону расплава также вводится трубка из PTFE. PTFE начинает выделять химические вещества, которые могут вызвать повреждение головного мозга при печати на нитях, таких как ABS, нейлон и поликарбонат, которые текут при температурах выше 250°C. Помимо высвобождения нервно-паралитических веществ, быстрое изнашивание трубки из PTFE также приводит к засорению сопла.
Решение простое. Просто обновите до цельнометаллического хотэнда. Это удерживает трубку из PTFE на безопасном расстоянии от зоны расплава, тем самым устраняя вероятность засорения сопла и выделения токсичных газов. Большинство популярных 3D-принтеров даже имеют вставные терморазрывы, которые превращают стандартный горячий конец в цельнометаллический вариант.
2. Гибкие нити не совместимы с
экструдером Боудена
Даже гибкие нити, такие как TPE и
TPU, которые печатают холоднее, не очень хорошо работают с принтерами
начального уровня, использующими экструдеры Боудена. Говоря простым языком,
сложно протолкнуть гибкие нити через длинные трубки Боудена.
Экструдер с прямым приводом
рекомендуется для печати гибких нитей, особенно если вы предпочитаете
сверхмягкие нити с меньшей твердостью по Шору. Действительно гибкий вариант
требует даже специализированных экструдеров с укороченными нитями. Но если вы
настаиваете на использовании экструдера Боудена, вам придется придерживаться
более жестких гибких нитей и значительно снизить скорость печати.
3. Следите за спутанными
катушками
Чтобы предотвратить запутывание катушек с нитью, необходимо следовать одному основному правилу: либо приобретите зажим для катушки, либо никогда не позволяйте свободному концу нити залетать обратно в катушку. Как только это происходит, он неизменно проскальзывает под петлей из случайной нити, которая на мгновение ослабевает. В следующий раз, когда вы вытащите свободный конец, он уже образовал петлю, которая в конечном итоге затянется, что приведет к сбою подачи нити, что испортит печать.

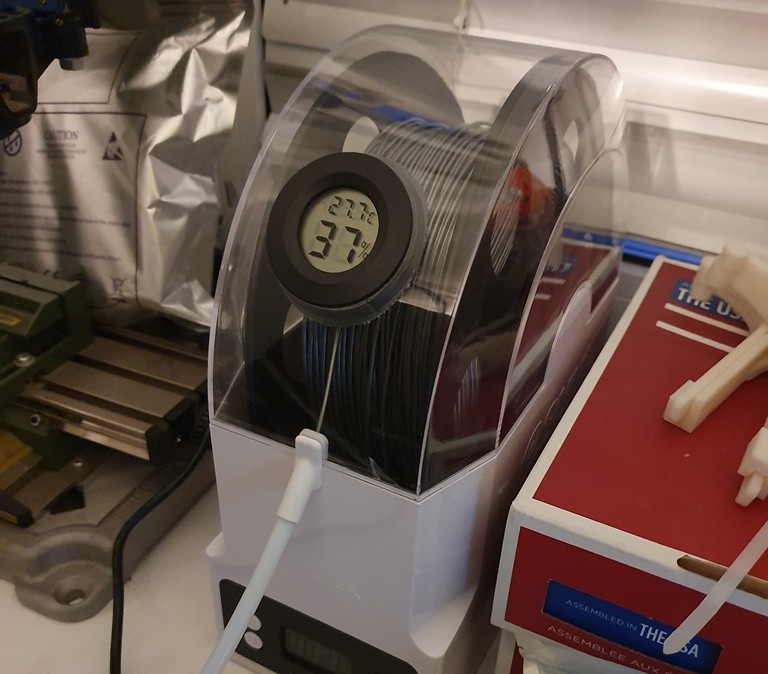
4. Является ли ваша нить
гигроскопичной?
Влажная нить может привести к
чему угодно, от ужасного качества печати до полного сбоя печати. Почти все нити
для 3D-печати, как правило, довольно гигроскопичны, а на нейлоне и поликарбонате
практически невозможно печатать без надлежащего оборудования для сушки нити.
Во-первых, возьмите за правило
хранить такие нити в вакуумных герметичных пакетах вместе со свежим
влагопоглотителем, таким как шарики силикагеля, для поглощения оставшейся
влаги. Однако это никак не влияет на удаление влаги, уже впитавшейся в нить. Для
этого вам понадобится специальное средство для сушки нити.
Однако для нейлона,
полиэфирэфиркетона и поликарбоната в некоторой степени требуются печи с
PID-контролем для надежного обезвоживания этих нитей.
5. Всегда обращайтесь к
техническому описанию
Хотя у нас есть общее представление о диапазонах температур, обычно используемых для различных типов нитей накала, никогда не делайте ошибку, предполагая правильную настройку для вашего конкретного типа нити. Это важно, учитывая распространенность специализированных смесей, используемых разными производителями нитей.
6. Будьте осторожны с
композитными нитями
Композитные нити включают
улучшение конструкционных материалов, таких как ABS, поликарбонат и нейлон, с
помощью композитных материалов, таких как углеродное волокно, стекловолокно и
металлические гранулы. Такие композитные нити — отличный способ улучшить
прочность на растяжение, устойчивость к деформации, термостойкость и
пригодность для печати технических материалов. Добавки композитных нитей чрезвычайно
абразивны, они могут даже засорить стандартные форсунки диаметром 0,4 мм. Такие
материалы могут мгновенно привести в негодность обычные сопла из латуни и
нержавеющей стали.
Для надежной печати такими нитями
вам потребуются большие сопла диаметром 0,6 мм, изготовленные из устойчивых к
истиранию материалов, таких как карбид вольфрама, инструментальная сталь, рубин
и даже алмаз. Однако таким филаментам не хватает теплового КПД латунных и
медных сопел, поэтому вам придется печатать при более высоких температурах, чем
обычно.