
6 основних помилок при роботі з філаментами, які призводять до збоїв у 3D-друці

- 18 вересень 2022 07:45:00
- Переглядів: 2749
Помилки 3D-друку – це щось більше, ніж погані
налаштування слайсера. Неправильне поводження з філаментом може зіпсувати ваші
3D-відбитки.
1. Забезпечення сумісності з хотендом
Переважна більшість засмічень, про які повідомляють
новачки можуть бути пов'язані з використанням ниток, які є занадто гарячими для
стандартної установки екструзії. Щоб зменшити виробничі витрати, ці принтери
дозволяють футеровці з PTFE стикатися з соплом. Хоча це заощаджує гроші на
дорогих термооброблених роздільниках, в зону розплаву також вводиться трубка з
PTFE. PTFE починає виділяти хімічні речовини, які можуть спричинити пошкодження
головного мозку під час друку на нитках, таких як ABS, нейлон та полікарбонат,
що течуть при температурах вище 250°C. Крім вивільнення нервово-паралітичних
речовин, швидке зношування трубки з PTFE також призводить до засмічення сопла.
Рішення просте. Просто оновіть до суцільнометалевого хотенду. Це утримує трубку з PTFE на безпечній відстані від зони розплаву, усуваючи ймовірність засмічення сопла та виділення токсичних газів. Більшість популярних 3D-принтерів навіть мають вставні терморозриви, які перетворюють стандартний хотенд на цільнометалевий варіант.
2. Гнучкі нитки не сумісні з екструдером Боудена
Навіть гнучкі нитки, такі як TPE та TPU, які друкують за нижчих температур, не дуже добре працюють із принтерами початкового рівня, які
використовують екструдери Боудена. Говорячи простою мовою, складно проштовхнути
гнучкі нитки через довгі трубки Боудена.
Екструдер з прямим приводом рекомендується для друку
гнучких ниток, особливо якщо ви віддаєте перевагу надм'яким ниткам з меншою
твердістю по Шору. Справді гнучкий варіант вимагає навіть спеціалізованих
екструдерів з укороченими нитками. Але якщо ви наполягаєте на використанні
екструдера Боудена, вам доведеться дотримуватися жорсткіших гнучких ниток і
значно знизити швидкість друку.
3. Слідкуйте за сплутаними котушками
Щоб запобігти заплутуванню котушок з ниткою, необхідно дотримуватися одного основного правила: або придбайте затискач для котушки, або ніколи не дозволяйте вільному кінці нитки залітати назад у котушку. Як тільки це відбувається, він незмінно прослизає під петлею з випадкової нитки, яка на мить слабшає. Наступного разу, коли ви витягнете вільний кінець, він уже утворив петлю, яка зрештою затягнеться, що призведе до збою подачі нитки, що зіпсує друк.

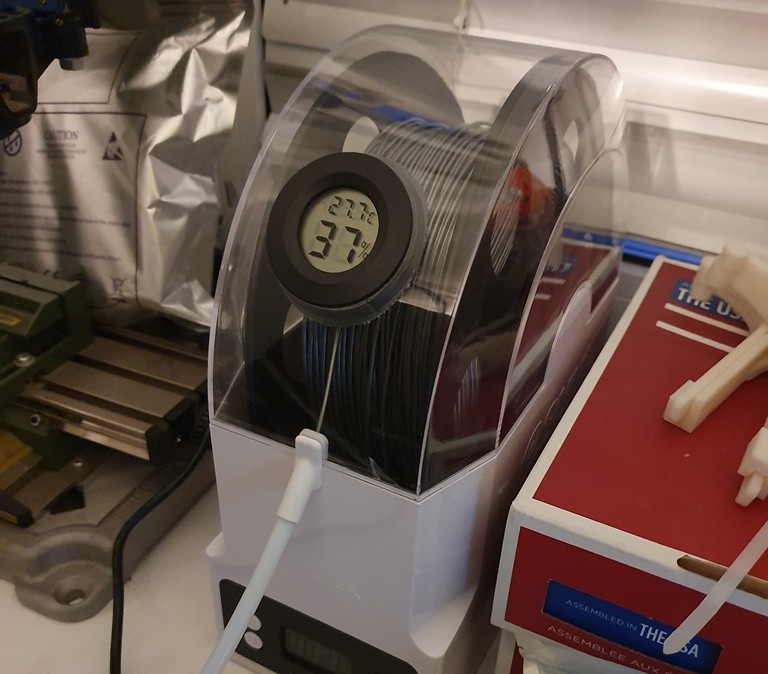
4. Чи є ваша нитка гігроскопічною?
Волога нитка може призвести до будь-чого, від жахливої
якості друку до повного збою друку. Майже всі нитки для 3D-друку зазвичай досить
гігроскопічні, а на нейлоні й полікарбонаті практично неможливо друкувати без
належного обладнання для сушіння нитки.
По-перше, візьміть за правило зберігати такі нитки у
вакуумних герметичних пакетах разом зі свіжим вологопоглиначем, таким як кульки
силікагелю, для поглинання вологи, що залишилася. Однак це ніяк не впливає на
видалення вологи, що вже ввібралася в нитку. Для цього вам знадобиться
спеціальний засіб для сушіння нитки.
Однак для нейлону, поліефірекетону й полікарбонату певною мірою потрібні печі з PID-контролем для надійного зневоднення цих ниток.
5. Завжди звертайтеся до технічного опису
Хоча у нас є загальне уявлення про діапазони температур, які зазвичай використовуються для різних типів ниток розжарення, ніколи не робіть помилку, припускаючи правильне налаштування для вашого конкретного типу нитки. Це важливо з огляду на поширеність спеціалізованих сумішей, що використовуються різними виробниками ниток.
6. Будьте обережні з композитними нитками
Композитні нитки включають покращення конструкційних
матеріалів, таких як ABS, полікарбонат та нейлон, за допомогою композитних
матеріалів, таких як вуглецеве волокно, скловолокно та металеві гранули. Такі
композитні нитки — чудовий спосіб покращити міцність на розтягування, стійкість
до деформації, термостійкість та придатність для друку технічних матеріалів.
Добавки композитних ниток є надзвичайно абразивними, вони можуть навіть засмітити
стандартні форсунки діаметром 0,4 мм. Такі матеріали можуть миттєво привести в
непридатність звичайні сопла з латуні та нержавіючої сталі.
Для надійного друку такими нитками вам знадобляться
великі сопла діаметром 0,6 мм, виготовлені із стійких до стирання матеріалів,
таких як карбід вольфраму, інструментальна сталь, рубін і навіть алмаз. Однак
таким філаментам не вистачає теплового ККД латунних та мідних сопел, тому вам
доведеться друкувати за більш високих температур, ніж зазвичай.