
Чи потрібно сушити мононитку для 3д друку

- 12 січень 2024 14:44:00
- Переглядів: 17121

НАСЛІДКИ НАДЛИШКОВОЇ ВОЛОГИ У МОНОНИТЦІ ДЛЯ ЗD ДРУКУ
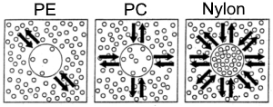
Надлишкова волога в гігроскопічному пластику буде перешкоджати якісному процесу ЗD друку через часткову деструкцію пластику під впливом високої температури та вологи, а також утворення дефектів у вигляді бульбашок, розкосів, деламінації шарів внаслідок інтенсивного випаровування вологи з пластику. Хоча, з іншої сторони, волога виступає пластифікатором для пластику, тобто здатна знижувати температуру його друку. Практично, ця особливість дозволяє якісно друкувати пластиком, який вже частково поглинув вологу, при нижчій температурі і без попереднього висушування. Крім того, для Nylon надлишкова волога у готовому виробі є необхідним показником для ефективної експлуатації виробу, оскільки, в цьому випадку спостерігається покращення механічних властивостей виробу, зниження його крихкості.

Рис.2. Фото виробу з дефектами через надлишкову вологу пластику
3D друк пластиком з надлишковою вологою також може спричинити значну зміну фізико-механічних властивостей виробу - зниження міцності, підвищення крихкості, зниження термостійкості, підвищення схильності до викривлення, тощо.
Для того, щоб попередити друк з дефектами, перед тим як ви починаєте друк, продавіть мононитку через сопло 3D принтера, вона має мати однорідну та гладку поверхню. Якщо при продавлюванні мононитки через сопло екструдера 3D принтера ви чуєте потріскування та бачите на виході із сопла спінений пластик, то знайте, що це волога!

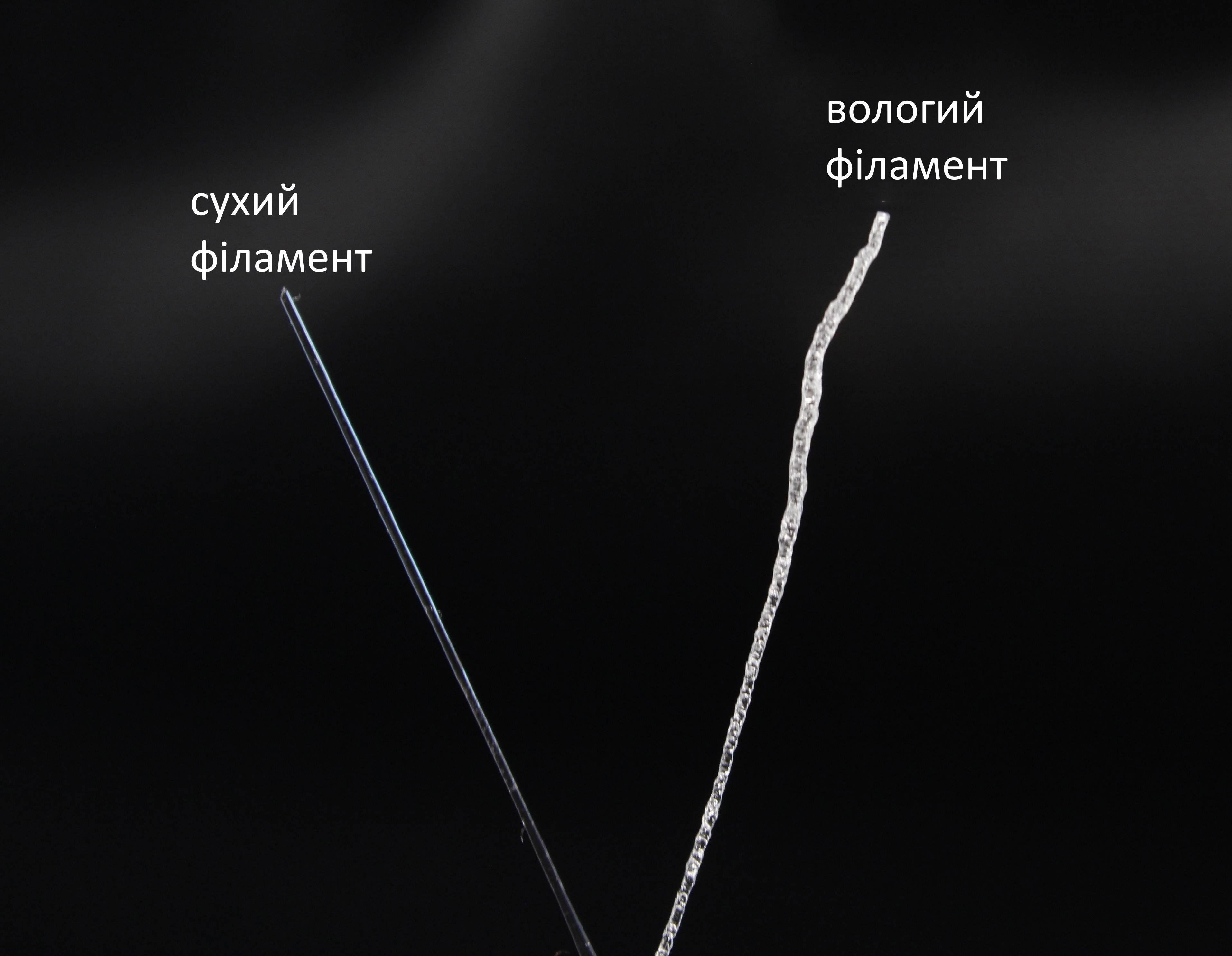
Рис. 3. Вологий пластик на виході з сопла екструдера 3D принтера ис.4. Порівняння сухої та вологої мононитки на виході з сопла 3D принтера
ОСОБЛИВОСТІ ВИСУШУВАННЯ МОНОНИТКИ ДЛЯ 3D ДРУКУ
Чому ми рекомендуємо висушувати пластик у шафі з циркуляцією повітря?
Процес висушування – це інтенсивний повітрообмін при підвищеній температурі, в ідеальному варіанті – застосування гарячого та сухого повітря чи інертного газу. Водяна пара, що оточує гігроскопічну мононитку, поглинається монониткою. Коли тиск пари всередині мононитки зростає до рівня тиску пари ззовні, виникає рівновага, а пластик досягає рівноважної вологості.
При контакті мононитки в стані рівноважної вологості з гарячим сухим повітрям, тиск пари ззовні стає нижчий, ніж тиск пари всередині мононитки. Отже, волога з мононитки починає мігрувати за межі мононитки до області нижчого тиску до того часу, поки не встановиться новий рівноважний стан, при якому мононитка досягне мінімальної вологості, тобто стану «сухого». Тривалість цього процесу залежить від температури, вологості повітря та виду висушуваного пластику. Варто враховувати і той факт, що пластики здатні піддаватись кристалізації – впорядкованій організації макромолекул – при тривалій дії підвищеної температури, що проявляється в зростанні крихкості мононитки та підвищенні температури її плавлення. Такі зміни можуть ускладнювати налаштування параметрів 3D друку, проте не впливають на властивості готового виробу, оскільки кристалічна структура мононитки руйнується під час її плавлення в соплі екструдеру 3D принтерf. Крім того, занадто висока температура висушування може приводити до деформації котушки, на яку намотана мононитка. Продукція MonoFilament намотана на котушки, які здатні витримувати температуру до 70 oC.
СПОСОБИ ВИСУШУВАННЯ МОНОНИТКИ ДЛЯ 3D ДРУКУ
1. Духовка. Найпоширеніший варіант, де можна провести висушування мононитки. Але потрібно застосовувати лише духовки, що мають контрольоване нагрівання та регулювання температури, оскільки занадто висока температура приводить до часткового розм’якшення мононитки та її злипання. Також варто включати функцію конвекції та залишати щілину, не закриваючи духовку до кінця, для надходження сухого повітря і виходу волого повітря.[5]
2. Дегідратори для харчових продуктів (сушарка для овочів) розроблені для повільного видалення надлишкової вологи, забезпечуючи низький нагрів. Перевага використання дегідратора полягає в тому, що все, що вам потрібно зробити, це встановити температуру та залишити котушку всередині для висушування. Зверніть увагу, що дегідратори бувають з різним рівнем температури сушки ( від 40oC до 80 oC). Недоліком такого варіанту висушування є той факт, що дане устаткування розраховане на висушування матеріалів, що мають велику кількість вологи (50-70%), а у випадку пластиків – цей показник значно менший.
3. Сушарка для мононитки — це обладнання, спеціально розроблена для видалення надлишкової вологи з мононитки. Принцип, що лежить в його основі, досить простий: вони утримують котушку з монониткою в нагрітому корпусі, що змушує молекули води випаровуватися. Сьогодні на ринку є кілька типів сушарок для мононитки, включно з простими продуктами «підключи і працюй» для ринку любителів і більш просунутими системами для професійних користувачів. Найпростіші сушарки мононитки складаються з контейнера з підігрівом, який підходить принаймні до однієї котушки мононитки. Більш складні машини оснащені додатковими функціями, такими як обертання та спрямований потік повітря для рівномірного розподілу тепла. Крім того, деякі сушарки мононитки призначені для сушіння всієї котушки мононитки одночасно, яку потім можна вийняти та завантажити на 3D-принтер. Інші призначені для сушіння мононитки та одночасної подачі її в 3D-принтер, що економить час. [6]
Одною із найпопулярних моделей є сушарка Creality Filament Dry Box.
Або ж можна витратити трохи часу та творчості, щоб виготовити сушарку для мононитки своїми руками.
Рекомендовані температурні режими висушування мононитки MonoFilament.
| Матеріал | Температура, °C | Тривалість, год |
|---|---|---|
| PLA, PLA+, T-PLA, PLA-HT, PLA-LW, Slice Support | 40 | 4-6 |
| coPET, ABSpro, PBT | 50 | 8-10 |
| ABS, ABS+, ABS eco, MBS, SAN, HIPS, ASA, ABS/PC | 60 | 8-10 |
| PET, PCTG, PC | 60 | 8-10 |
| Nylon, PА 12 | 70 | 24 і більше |
| Elastan, TPU | 70 | 8-10 |
БЕЗПЕКА
Оскільки, при висушуванні мононитки можуть виділятись разом з вологою і шкідливі речовини – мономери, продукти деструкції, то потрібно добре очищати побутові пристрої після їх використання для висушування мононитки. Процес висушування монониток радимо робити в добре провітрюваному приміщенні або під витяжною шафою.
ЗБЕРІГАННЯ
Тепер для багатьох користувачів 3D принтерів буде більш зрозуміло наскільки важливо зберігати мононитку сухою.
Ви можете зберігати мононитку в оригінальних вакуумних пакетах, які забезпечують герметичність. Також можна зберігати мононитки в герметичному контейнері, що містить осушувач (наприклад, пакети силікагелю). Якщо у вас обмежені можливості для такого типу зберігання, надайте перевагу зберіганню монониток, які є менш гігроскопічними. PLA, наприклад, не надто сильно змінює властивості через поглинання вологи, тоді як Nylon значно чутливіший до впливу вологи. [7]
*Якщо пластик вже поглинув вологу, зберігання в контейнері не позбавить його вологи, тільки висушування!
Більшість виробників монониток висушують мононитку в процесі виробництва, а потім упаковують матеріал у герметичні поліетиленові пакети. Деякі постачальники пакують матеріал у поліетиленові пакети або у вакуумні пакети, які можуть служити бар’єрами для вологи. Однак поліетиленові пакети є пористими і пропускають деяку кількість вологи в пакет.
Продукція Monofilament упакована в багатошаровий бар’єрний пакет, але навіть так упакований пластик з часом також здатен набирати вологу. Відбудеться це через 2-3 місяці чи півроку залежить від умов зберігання. [8]



